Palette3による多色印刷(6) 〜まとめ〜
Canvas編、P2PP編ともに簡単に試せる例を紹介してきました。しかし色数や規模が大きくなると失敗の頻度も高くなります。失敗を減らすためにはPalette3やP2PPの考え方も理解しておいたほうが良いでしょう。
今回はまとめとして様々な補足や応用的な機能について紹介します。内容が多岐にわたり量も多いので、目次から興味のあるところを御覧ください。
動作環境
| 項目 | バージョンなど |
|---|---|
| PCのOS | Windows 10 Pro 22H1 |
| スライサー | Canvas、PrusaSlicer-2.5.0+win64 |
| P2PP | バージョン:8.00.49 |
| プリンター | Prusa MK3S+(MK3SからMK3S+へのアップグレード品) |
| ノズル | 当初Prusa廉価版、ある時からkaika604 |
| Palette | Palette3 Pro、ファームウェア:22.08.11.0 |
| フィラメント | 無名ブランド4色PLAセット、PolyTerraほか |
1.失敗の種類と対策
ここでは筆者が遭遇した失敗と対策を分かる範囲で説明します。失敗の症状や原因は多岐にわたるので、ここで示した内容でカバーしきれない症状もあるかもしれません。
誤色
<症状>
本来と異なる色でプリントしてしまう症状です。色替えが早すぎもしくは遅すぎて、マージンを使い切ってしまった場合に症状として現れます。以下のような例があります。

いつものスプリットフラップですが、5層目での色替え(赤→黒)が早く発生し、本来赤である左上を黒でプリントしてしまっています。さらに黒→赤も早く、文字部分の左下がうっすら赤くなっています。
こちらは2色の3DBenchyですが、色の境目が曖昧な感じです。誤色しまくっています。

一度誤色が発生したら、その後復活することはありません。最後までズレたままです。ただし、その後の色替えによっては、誤色が見えなかったり目立たなかったりすることはあります。その方がたちが悪いかもしれません。
<対策>
一言で解決する問題ではありませんが、筆者環境では結果的に以下で解決しました[1]。
- ガイドチューブを最短の57cmにした
- HM値は、Canvasは100、P2PPでは104で始めた
- 調整はHM値だけで行い、それ以外の設定値は推奨値をそのまま使った
Prusa MK3Sであってもエクストルーダー回りが純正ではなかったり、流量(射出率)を変更せざるを得ない環境では設定値も異なると思います。
エクストルーダーの違いは、ローディングオフセット値(エクストルーダーのギアからノズルまでの長さ)に影響しますので、計測してPalette3で設定しておきます。

流量に関してはこちらを参考に、100cmの押し出しコマンドに対し実際の消費量を計測し、ズレているようでしたら補正値を算出してプリンターに保存しておきます。筆者も計測してみましたが補正が必要な誤差はありませんでした。
CanvasやP2PPに用意されている各種設定値は、推奨値を用いるのがベストでしょうが、変更せざるを得ない場合もあるかと思います。「2.HM値とPing/Pongの実例」以降でPalette3の考え方を理解した上で設定変更してみてください。
フィラメント融着の失敗
融着の失敗には以下のような種類があります。
- 細ってしまい経路途中で切れる
- 細っても切れることはなかったが、エクストルーダーで空回り
- 太ってしまい経路途中で詰まる
- 一見きれいに融着しているが、曲線の経路に耐えられず剥がれる
以下は細ってしまった例です。想像通りこの先で切れてしまいました。

融着が弱く、ガイドチューブ内で剥がれてしまったこともあります
筆者の対策は、およそ以下の通りです。
- 細ったら温度を下げ冷却を増やす
- (ほとんど遭遇しないが)太ったら圧力を下げる
- 剥がれたら全部を上げる
- 硬めは(4, 4, 4)、柔らかめは(2, 2, 2)の設定で大体OK
こちらのサポートページに、考え方も含め詳細が記載されています。
色移り
色移りとは、ノズル内に残ったフィラメントが次の色に混ざってしまい、それが造形物で判断できる状況を言います。このように白の部分に赤や青が滲んでいます。

対策はパージ量を増やせばいいだけですが、パージタワーが本体の10倍という許しがたい量になる可能性もあります。現実的な対策としては以下が考えられます。
- 内部加工が優れて流れが良いとされるノズル(kaikaなど)を使う
- 複数個作成する場合は、色移りは最初の1個に集中する(はず)なので、その1個は捨てる
- 白などの色移りに弱い色は使わず、濃い色か同系色を多用すれば目立たない
- 色移りも「味」とみなして気にしない
色移りに関しては1ノズルでフィラメントの抜き差しをしないPalette3の、最大の弱点かもしれません。
汚れ
これは裏面(ビルドプレート面)ですが、糸引きやノズルに付いたカスが悪さしてこんなことも起こります。ノズル温度が高めだったり、1層目の定着不良箇所があってカスが発生したのかもしれません。フィラメント品質にも依存します。

固すぎるフィラメントでのトラブル
古くて固いフィラメントを用いた時、以下のようなトラブルがありました。
- Palette3経路内のカーブでフィラメント折れ
- ギシギシときしみ音(エクストルーダーで滑ったような音)がして、案の定誤色
やはり良質のフィラメントを使ったほうが良さそうです。
2.Ping/PongとHM値とは
Palette3の肝となる概念を説明します。少々ややこしい話ですが、これらについて知っておくと失敗の原因解明の糸口になるかもしれません。
予測と誤差
Palette3は、スライサで生成したGコードから各色の使用量を予測[2]してスプライスを生成します。予測には誤差がつきものです。実際のプリント時の誤差を計測して、生成側にフィードバックして生成量を調整しています。
Palette3では以下の2つの予測誤差を検出しています。
- プリンター側の消費量
- 出力側のロータリーエンコーダーで消費量を計測して誤差を算出
- チェックポイントが「Ping」
- 例:Gコードから予測した生成量1mに対し、消費量が0.99mなら0.01mの誤差
- Palette3でのスプライス生成量
- Palette3のフィラメントバッファ内にある2つのスイッチで検出
- チェックポイントが「Pong」
- 例:Gコードから予測した生成量1mに対し、実際にPatlette3が生成した量が1.02mなら0.02mの誤差
Ping
CanvasやP2PPで生成したGコードには、フィラメント消費量の計測点を示す情報が埋め込んであります[3]。これがPingです。
Pingに遭遇した時点で、Palette3は情報を残しておきます。それはその時点での予測生成量と実際の消費量の比を100分率で表したものです。例としては以下になります。
- 98%: 消費量が少ないので、今後は生成量を減らす
- 101%: 消費量が多いので、今後は生成量を増やす

P2PPの資料によると、Pingは最初のスプライスの先端から350mmに位置しますが、それ以降は等間隔ではなく3%ずつ増えていくそうです。
Pong
Gコードから予想されるフィラメント必要量と、実際に生成した量の比を100分率で表したものです。
- 98%: 実際の生成量が少ないので、今後は生成量を減らす
- 101%: 実際の生成量が多いので、今後は生成量を増やす
Pingと同様に、Pongの情報もPalette3内に保存されています。

HM値
HM(Historical Modifier)は、Palatte3での生成量の方針を決める値です。生成量に対する消費量の比(100分率)で示されます。この値により以下のように動作します。
- HM < 100:実際の消費量は少ないのでPalatte3での生成量も少なめする
- HM = 100:Gコードから予測される量だけPalatte3で生成する
- HM > 100:実際の消費量は多いのでPalatte3での生成量は多めにする
実行中は、各Pingのポイントで予測誤差を確認して生成量に反映させます。プリントが終了した時点で、今回のプリントの良し悪しを聞いてきます。

結果が良好で「Great」を選択すると、Ping値をもとにHM値を更新します。失敗した場合「Issues」を選択すれば、HM値は更新されません。
HM値に関するサポートページの説明は以下にあります。
3.HM初期値とPing/Pongの実例
HM初期値による違い
プリンタープロファイル作成時のデフォルトはHM=98ですが、これではNGだったのはすでに説明した通りです。CanvasではHM=100にしておけばOKでしたが、P2PPでは若干違うようです。そこで、いくつかのHM値による違いを確認してみます。
HM=100
「1.失敗の原因と対策」で最初にお見せしたものがHM=100の場合でした。色替えが早く発生しただけでなく、長さも足りず最後の方でフィラメント切れを起こしてしまいました。生成した量に比べ消費量が多かったようです。
HM=104
この通りうまくいきました。

HM=110
極端な例としてやってみました。色替えの発生が遅く最上層の黒→赤が間に合わず、外周部分や右上、文字の内部までも黒くなってしまいました。最後に残るフィラメントの量も多めでした。生成した量が消費量を大きく上回ったようです。

Ping/Pongの実例
Ping/Pongで得られる値について実例を示します。ある程度の大きさが必要なので、今度はスプリットフラップ4枚で実施してみました。個々のサイズはオリジナルのままです。

動作中に、「Tools」「Pings」とタップするとその時点までのPingの状況を見られます。
101台の値なので、全体的に生成量より消費量の方が多いようです。

一方Pongは「Tools」「Advanced」「View Pongs」で見られます。最初98%台でしたが最後は100%に近くに収束したようです。
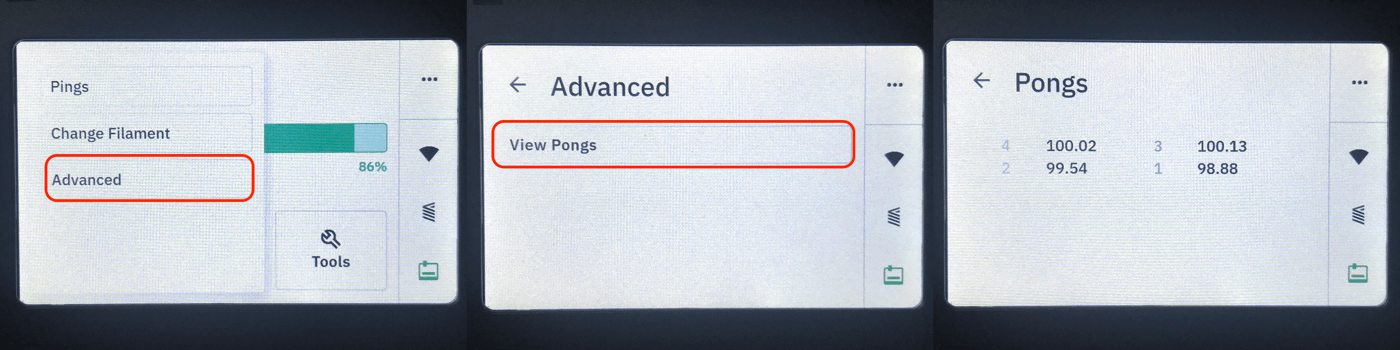
Ping/Pongとも、経験的に100プラスマイナス3%以内の範囲に収まっていれば誤色は発生しなかったようです。
この通り出来上がりました。

終了後「Done」をタップすると、今回の出来具合を聞いてきます。「Great」をタップすると、HM値が更新されました。

4.色移りの例と対策
いくつか色移りの例を紹介しつつ対策方法を示します。ただし色移りに関しては。
- 使用するフィラメントの質や配色
- ノズルの流れやすさ
に大きく左右されるので、ここで示した対策はほんの参考にしかならないかもしれません。
パージ量と色移りの度合い
どちらもNGの例です。
- 左:Canvas:パージ量はデフォルトの105mm
- 右:P2PP:パージ量は350mm3(=145mm相当、白への遷移時の設定)

パージ量を増やせば改善することはわかっていましたが、パージタワーの量におののいてその後実施していません。
次は色移りとパージ量の関係を定量的に調べてみました。このような2色のパネルをプリントし、パージ量を変化させて色移りの度合いを見てみました。モデルの要点は以下の通りです。
- 調査対象の白パネルは同じ大きさで2個
- 色移りを1個に集中させ識別しやすくするため白を2個にした
- 赤→白が最上位階層で発生させるように厚さを調整

実施すると以下のようになりました。右上は白単体でプリントした比較対象です。

パージ量を
ノズルによる違い
フィラメントの流れやすさは、ノズル内の形状によって差があるとされています。そこで内面の仕上げが抜群で流れの良さを売りにしているテクダイヤ社のkaikaノズルで試してみました。

以下の通り、パージ量

条件は以下の通りです。
| 項目 | 左 | 右 |
|---|---|---|
| ノズル | Prusa廉価版 | kaika604 |
| パージ量 | ||
| パージタワー | 29g | 41g |
上記は均等な条件になっていないので正確な比較はできていませんが、筆者的にはkaikaでかなり改善したと思っています。
じつはkaikaに至るまでにもう一つ別のノズルで試しました。3種での感触は以下の順でした[4]。
5.スプライス関連のP2PPパラメータ
前々回の「Palette3による多色印刷(4) 〜P2PP初期設定編〜」で簡単に紹介したP2PPのパラメータ(プリンター設定のカスタムGコードに追加したP2PPで始まる文字列)について説明します。
なお内容の多くは筆者による推測が含まれています。
スプライスの構造
スプライスとは、切り貼りしたフィラメントの1色分を言います。下図のようにPalette3は多数のスプライスを生成します。

個々のスプライスは、先頭はオフセットと造形用、それ以降はパージと造形用で構成されています。
主要P2PPパラメータ
スプライス関連の主要P2PPパラメータを、以下に示します。
| パラメータ | 設定値 | 概略 |
|---|---|---|
| SPLICEOFFSET | 長さ[mm][5] | 最初のスプライスに追加する長さ |
| MINSTARTSPLICE | 長さ[mm] | 最初のスプライスの最小値 |
| MINSPLICE | 長さ[mm] | 各スプライスの最小値 |
SPLICEOFFSETは先頭のスプライスに付加されるオフセットの量を示し、各スプライスにおけるマージンに影響します。以下のように、多すぎても少なすぎてもマージンが少なくなり、誤差に対する耐性が低くなってしまいます。

その他のパラメータに関しては上記の図でイメージが湧くと思います。
なおこれらのパラメータに関しては以下を満たす必要があります。満たさないと警告の赤画面になります。
- MINSTARTSPLICE ≧ 130
- MINSTARTSPLICE ≧ SPLICEOFFSET + MINSPLICE
LINEARPINGLENGTH
P2PPの資料「P3 Setup Manual」によるとデフォルトのPing挿入位置は、
- 1番目は生成フィラメント先頭から350mm
- それ以降は350mmの等間隔ではなく3%ずつ増えていく
とされています。
初代Paletteでは、後述する「アクセサリモード」しかなく、Pingはパージタワー内に位置するようにしていたと思われます(Ping位置で造形物にダマができやすいため)。必然的に、Pingは等間隔(P2PPで言うところのリニア)にはなりませんでした。
2世代目Palatte2以降の「コネクトモード」登場により、Ping位置に制約はなくなりました。そこでPing位置を等間隔にして精度を高めようとするのが、このパラメータです。
以下のように設定することで、350mm間隔でPingを配置することができます。
;P2PP LINEARPINGLENGTH=350
じつは筆者は、この機能を試していませんでした。この機能にも頼らなくても多色印刷できていますが、大きめのものでは誤差累積による誤色を防ぐ意味でも追加したほうが良いかもしれません。
6.P2PPの特殊機能
P2PPには興味深い機能が用意されています。いくつかを紹介します。
Tower Delta
ワイプタワーはプリントの面に合わせて高さを増やしていきますが、これを削減しようというものです。色替え時はワイプタワーの高さまで降りていってパージを捨て、再び上昇してプリントを始めます。
PrusaSlicerの「プリント設定」「出力オプション」「個々のオブジェクトを完成さる」と同じような動作になります。したがってホットエンドやX軸のロッドが接触しないように、造形物とワイプタワーを適切に配置する必要があります。
実際に試したところ、以下のパラメータ設定で機能しました。ただしスカートがあると干渉するとかでエラーになったので、いきなり本番プリントになりました。
;P2PP FULLPURGEREDUCTION
;P2PP WIPEFEEDRATE=3000
;P2PP AUTOADDPURGE

結果はまずまずで、パージタワーの重さが2g(写真左)←3g(写真右)に減らせました。効果があるのは色変化が少なく高さ方向に同色が続くような場合だけだと思いますが、その場合にはインフィルが極めて少なくなりますので、期待したほど効果はないかもしれません。

Big Brain 3Dメカニズム
専用のアタッチメントを装着することでパージを球状にして捨てることが可能になります。パージタワーより流量が多いので、量も時間も短縮できそうです。アタッチメントはかつてBigBrain3D社で販売していましたが、現在はPrintablesで無償公開されています。しかしバネなどの金属パーツは自己調達が必要です。
P2PPには関連したパラメータが多数用意されています。多分BigBrain3D社自ら作成して追加を提案したのでしょう。もともとはMMU2S向けでしたがPaletteシリーズにも対応したようです。しかしフィラメント融着がかえってじゃまになるのか、融着部の前後でカットするという荒業で対応しています。
購入者向けと思われる資料を覗き見したら「調整には少なくも500回のパージテストが必要」とありました。500回に耐えられる根性もないので完全に見送りました。
なおこのプロジェクトは現在終了したようで、「Swapper3D」として新製品を販売中です。これはこれで相当なキワモノだと思います。Paletteシリーズにも一応対応してますが、フィラメント融着がかえってじゃまになるのか、融着部の前後でカットするという荒業で対応しています。
Side Wiping
ノズルを端に寄せ、色替え時のパージをそのまま垂れ流します。パージをどう扱うのかまったくもって不明ですが、パージタワー不要なのは確かです。Bed Side Purge、Stationary Side Wipeの2種類があるとのことです。
垂れ流しだと造形物に余分なものが付着してしまわないのでしょうか?実用性は大いに疑問です。ちなみに以下のようなパラメータ設定が用意されています。
;P2PP SIDEWIPELOC=X254
;P2PP SIDEWIPEMINY=45
;P2PP SIDEWIPEMAXY=195
;P2PP SIDEWIPECORRECTION=1.0
じつはCanvasにもこれと似た機能があります。
「Palette3による多色印刷(3) 〜Canvas編補足〜」「1.色替え時のパージ量設定」
「Transitionの比率設定」
で説明した設定画面内に「Side transitions」という設定がありました。P2PPのSide Wipingと同様に、ビルドプレートの端にパージを垂れ流す設定です。これもどうやって使うのか謎です。
7.PrusaSlicerの面白機能も使える
P2PPの最大のメリットはPrusaSlicerのMMU2S機能を使える点があります。いくつか紹介します。
ペイント機能
いままでは色ごとに異なるSTLを読み込んでいましたが、単一のSTLに対しペイント機能で色を付けることができます。実際にやってみたのがこちらです。「4.色移りの例と対策」のラバーダックが実際にプリントしたものです。

くちばしは領域の自動判定を使って一気に着色しています。目とまつげはブラシツールで地道に着色しました。詳細はPrusaSlicerのサポートページに説明があります。
パージをインフィルに埋め込む
パージをインフィルの中に埋め込んでしまえば、パージタワーの量を減らせます。ただし淡い色だと透けてしまうので、外壁の境界線を増やすなどの対策が必要です。
オブジェクトを選択してマウス右ボタンで「ワイプオプション」を付加し、「このオブジェクトのインフィルにワイ(以下不明)」をチェックONします。スライス結果は以下のようになり、インフィルに内部にパージが埋め込まれました。

この例では特にそうですが、パージの削減量はわずかで気休めに近いかもしれません。
パージを別のオブジェクトに割り当てる
色合いが全く問題にならないオブジェクトがあればそれも一緒にプリントし、そのオブジェクトをパージに割り当てることもできます。
パージ用のオブジェクトを選択してマウス右ボタンで「ワイプオプション」を付加し、「このオブジェクトにワイプを含める」をチェックONします。スライスすると以下のようになりました。

高さのそろった色など気にしない造形物があれば良いのですが、世の中そんなに都合良くできていないと思います(と言ってしまったら身もふたもないですが)。
上記2点に関してはPrusaSlicerのサポートページに説明があります。
8.アクセサリモードを試す
アクセサリモードとは
Palette3の動作には以下の2つのモードがあり、今までの例はすべてコネクトモードでした。
- コネクトモード・・USB経由でプリンターを制御
- アクセサリモード・・Palette3とプリンターは独立に動作
アクセサリモードは初代Paletteからある機能です(逆にコネクトモードはPalette2から)。手間もかかるしプリント時間も多くなるのであえて使う必要はないですが、USBで制御できないプリンターでも、このモードなら使えます。
スライサーでPalette3用のファイルとプリンター用のGコードを生成し、それぞれを完全に独立して動作させます。両者の同期を取るために、後述する特別な動作でPingを実現します。
実施例
P2PPでも可能らしいですが、ここではCanvasで実施してみます。
Canvas画面右上から装置名のプルダウンメニューで「Accessory」をONにします。

これだけです。色指定やパージ量の設定などはいつも通りです。スライス後「Send to Palette」でファイル転送します。プリンター用のGコードは、「Download」で一旦PCにダウンロードします。

ダウンロードフォルダの「<プロジェクト名>.zip」を解凍すると、以下の2ファイルになります。
- <プロジェクト名>.gcode
- <プロジェクト名>.mafx
.gcodeをプリンターで実行します。.mafxがアクセサリモード用のPalette3ファイルです。先程転送したのはこれです。ネットを使わずUSBメモリで持っていくことも可能です。
これ以降は通常通りPalette3から開始しますが、フィラメントをエクストルーダーに取り込んだ後は、プリンター側を操作してプリント開始します。
Pingの実現
コネクトモードでは、Palette3からプリンターにGコードを送出する際に、埋め込まれたPingを検出していました。しかしアクセサリモードではプリンターに接続していないので、Pingを検出する手段がありません。
そこでプリンターに特別な動作をさせ、これをPingとして検出します。その動作とは、
- 13秒停止
- 20mm印刷
- 7秒停止
と、実に奇妙な動きです。通常のプリントでは起きそうもない動作をわざとしているようです。フィラメント出口のロータリーエンコーダーでこの動作を検出します。
プリント例
以下がアクセサリモードで2色印刷した例です。3DBenchyの方は特段変わったことはないのですが、パージタワーの方には気持ちの悪いブツブツができています。取れそうで取れません。

このブツブツの地点がPing動作での「n秒停止」の箇所です。ノズルから垂れたフィラメントが丸く固まったようです。パージタワーにだけ存在するようにPingの位置を調整しているようです。このため、Pingの間隔は不均一にならざるを得ないと思われます。
9.その他
試行錯誤のモデルは何が適しているか
筆者は試行錯誤において、スプリットフラップを多用していました。たまたま最初にこれを使ったので、比較対象として使い続けました。色数が3色と少なめですが、短時間でプリントできたので繰り返し試す場合には有用でした。
これ以外にどのようなモデルが適しているでしょうか。時間をかけず、パージタワーも少なめにするには高さのない平板なモデルになるかと思います。ダメなものも含めていくつか紹介します。
なおCanvas編でも書きましたが、一つだけ条件があり 「最小サイズはフィラメント長で約150cm」 です。スライスはできますが、ガイドチューブからフィラメントが出てこないのでプリントできません。
Mosaic社のロゴのキーチェイン
サポートサイトを見ると、このキーチェインが多用されています。しかしこれは試行錯誤には適していません。
同一層での色替えが正しくできるか否かがいちばん重要なのですが、このサンプルは1層目に1回の色替えがあるだけです。1層目は、よほどのことがない限り失敗しません(それでも筆者は失敗しましたが)。上層の色替えは層単位なので、たとえ誤ったとしても気づかないでしょう。
このようなモデルをサンプルに使ったのは、悪評を買いたくないMosaic社の悪巧みではないかと勘ぐりたくなります。
市松モデル
各辺15mm、厚さ0.6mmの正方形を並べただけのモデルです。MMU2Sなどのテストでこれに似たようなモデルで試している方もいるようです。隣接させることで、その影響を調べることもできます。ちなみに左側が本体で右側はワイプタワーです。

各層各色の使用量が同じなので、テストとしては条件がゆるいかもしれません。各色の大きさをランダムに変えてみたり、上層部の大きさを徐々に小さくしてピラミッドのようにしてみるのもいいかもしれません。
多色名札
過去の記事「Prusa MK3Sでの手動多色印刷(2)〜同一階層での色替え〜」で用いた3色の名札はいかがでしょうか。

しかし名入りの大量の失敗作を見るのは忍びないかもしれません。
巨大なワイプタワーは覚悟すべし
Palette3の利用上、本体より大きいワイプタワーは覚悟しなければなりません。必然的にプリント時間も増し、単色の数倍かかることはザラです。さらにMMU2Sに比べても大きくなると思います。その理由は以下が考えられます。
- フィラメントを抜いて交換しないので、ノズル内の前色をすべて排出する必要がある
- 予測でフィラメント生成しているのでマージンを取る必要がある
実際のプリント例で大きさを比較してみます。スライサーもパージ量も(インフィルも?)同じではないものばかりで量的には比較しづらいですが、参考ということで。

ラバーダックのパージタワーが見た目ほど重くないのは、高さ合わせのパージタワーは、インフィルが極めて少なくなるからです。ですので「6.P2PPの特殊機能」で紹介した「Tower Delta」もそれほど効果はないかもしれません。
同じものを複数作ってもパージタワーの大きさは変わりません。したがって同時にたくさん作れば、相対的にゴミの量を減らせます。さらに色移りは端の1個に集中する(はず)ので、1個捨てる覚悟ならパージタワーをかなり小さくできるかもしれません。多色印刷は意外にも量産に向いているようです[6]。
メンテナンスなど
Palette3は、ほぼメンテナンスフリーです。機構がむき出しじゃないのでホコリも入りにくいですし、フィラメント融着器はモジュール化されてメンテ不要です。
とは言え、フィラメント切断の細かいカスがわずかに出るので、エアーダスターで時々吹き飛ばしています。
使い始めのときですが、フィラメントカッターに大きな切断カスが詰まってしまってカッターが機能しなくなってしまいました。サポートサイト見て裏蓋を開けてカスを取り除きました。その後はこのようなトラブルは皆無です。

他の部分を見渡すと、ラズパイのモジュール「Compute Module 3+」が使われていました。タッチパネル、Wi-Fi、USB、ファイルシステムなどに使っているのでしょう。起動やシャットダウンに若干遅さを感じるのはLinuxが走っているためかもしれません。

-
これだけのことに気づくのに2か月も要してしまったとは今更ながら情けない。言い訳するならば、プリンタープロファイルがプリント開始時にのみ作成され、キャンセルしない限りデフォルトのHM=98が使われてしまうことだ。HM値をいじるという発想にたどり着かず、その他のパラメータを必死に変更してはごみの山を築いていた。
ちょっと大げさだが、あきらめなかった自分を褒めてあげたい。あきらめたと思われる方が、フリマサイトで投げ売りどころか逆に高額で出品しているのを見てそう思った。 ↩︎ -
技術用語として「予測」より「算出」の方が正しい表現だったかもしれない。Gコードをもとにした消費量は、不確かな要素はなく単純に計算で求められるはず。しかし試行錯誤の過程で常に不確実さにつきまとわれていた筆者としては、あえて「予測」を使いたい。 ↩︎
-
実際にはCanvasやP2PPの生成する
.mcfxファイルに埋め込まれており、Palette3からプリンターに送るGコードには含まれていないと思われる。 ↩︎ -
本節「4.色移りの例と対策」でのプリント例は、指定ない場合すべてPrusa廉価版。 ↩︎
-
資料によっては単位がmmではなく、%(もしくは割合)の意味合いで説明しているものがある。Canvasの「Transition position [%]」に相当する概念なので、そう説明しているのかもしれない。しかしMINSTARTSPLICEに関する関係式が成り立たなくなるので、長さのほうが妥当。 ↩︎
-
言い換えれば単品での多色印刷はムダばかりで製作の意欲がわかない。8色の3DBenchyでMMU2Sを見下そうなどと嫌味な考えも持ったが、スライスしてパージタワーの大きさにひるみ実現には至っていない。 ↩︎
Discussion