GENMITSU3020-PRO MAX V2とACMER S1レーザーでPCB (調整編)
本投稿の以下のシリーズの第1段、調整編です。
ハードウェア構成
GENMITSU3020-PRO MAX V2 写真はスピンドルとホルダを外して3Dプリンタ等で印刷した自作のマウンタでLaserモジュールを取り付けてます。一応スピンドルと同じ中心位置にくるようにしてますが、どうせずれてるし余り意味のないこだわりだった気もします。
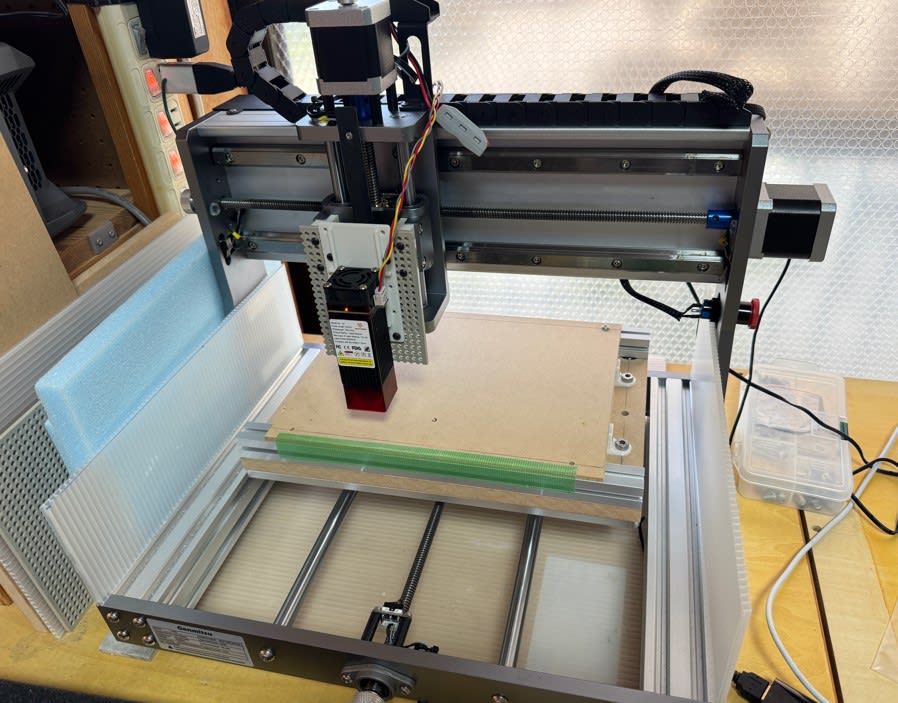
卓上CNCの中ではしっかりしたつくりです。最近は、Genmitsu 3020-PRO Ultraというトルクアップしたモーターやスピンドルの構成になった商品もあります。
レーザーモジュールはACMER S1というやつで、レーザーモジュールは3台目になります。
このモジュールを使った低価格なレーザー彫刻機があり、レーザーやるだけならそっちのほうが安いです。私はスピンドル加工も視野に入れているので、こういう構成にしました。
このS1を選んだ理由は、スポット径が0.04x0.04mmの高精細を謡っていたので期待して買いました。詳細は割愛しますが、0.04mmはどうか微妙なところですが。
PCBにおけるレーザーの選定ポイントは、
- スポット径が小さい
- スポット径の縦横比が1:1
です。今回やるPCBは、塗膜をレーザーで焼いて銅板を露出させるだけなので、出力はほとんど必要ないです。(ファイバーレーザーで銅板焼く場合は出力は重要)
あと、最近需要が増えたのか、安くなってます。昔からAlliexpressで買ってますが、今まで1~2万円ぐらいのものを買ってましたが、これは4500円ぐらいでした。パワーなくても精度の良さそうなものを選定するのが良いですが、情報がないので、正直買ってみないとわからない運です。
とりあえずOKだと思ってます。
すごい小さいモジュールなので、GENMITSUに合わせるのが苦労しました。大分取り付け位置を下にして、ステージの上にもレーザー用の台をねじ止めして設置してます。

モジュールにはケーブルが付属してなかったので自作してます。モジュール側、CNCルーター側どちらもXHコネクタの3ピンです。ピンレイアウトは下図参照。
- 12V
- GND
- PWM
です。他のモジュールも大抵3ピンですが、そうじゃないモジュールだと接続に苦労するかもしれないです。

CNCルーター側のマイコンにもLaser用のコネクタがあります。ピンレイアウトの情報がネットにもなくて、かろうじて基板に記載されているのが隙間から見えたので助かりました。
モジュールとの接続は配線の色で判断してください。

LaserWeb設定
GENMITSUのCNCルーターはCandleが標準のアプリです。スピンドルなどの加工であればCandleがデファクトスタンダードです。
が、後述する手順で生成した加工ファイルをCandleで実行すると、途中で終了してしまう問題があったので、LaserWebを使ってます。加工ファイル自体LaserWebで生成していたのが良くないのか不明です。
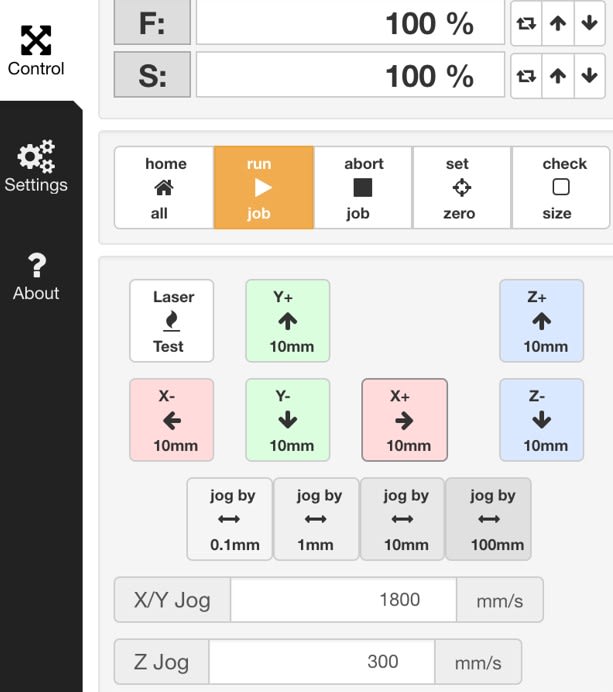
デフォルトではZ軸がOFFになっているので、ONに変更します。CNCルーターなので、Z軸方向の移動も使えるようになります。

Controlのところに±Zのボタンが表示されます。
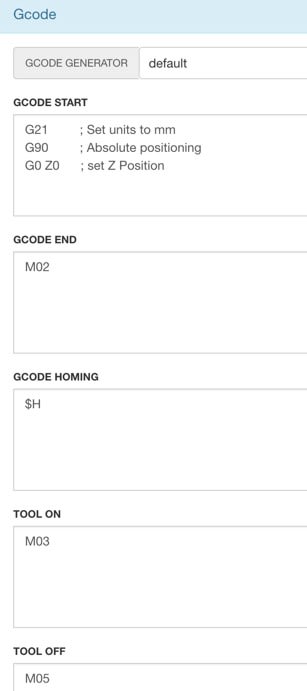
Gコードの設定
GCODE START
G21 ;Set units to mm
G90 ;Absolute
G0 Z0 ; set Z position
GCODE END
M02 ;G-code end
GCODE HOMING
$H
TOOL ON
M03
TOOL OFF
M05
スピンドルもレーザーも出力の大小は割合で指示してPWMで制御します。
今使っているCNCルーターのハードウェア設定を確認しておきます。
$$をコンソールで送信すると、現在の設定一覧が表示されます。
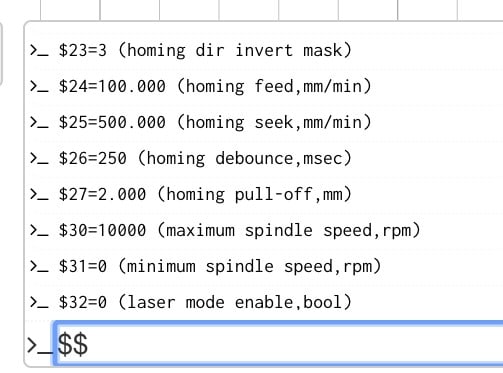
上図をみると、$30=10000でした。変更することもできますが、このまま使います。LaserWeb側の設定を合わせておきます。PWM MAX VALUEのところを10000にしておきます。
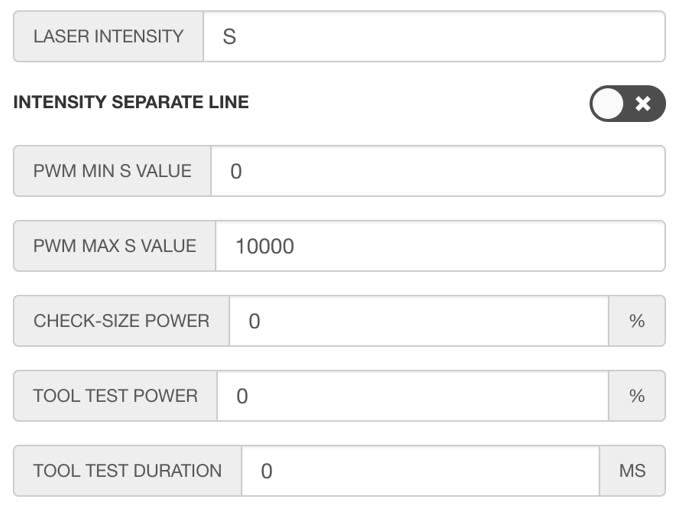
これで、LaserWebでGコード設定するときに50%出力であれば、S5000になります。
ココがあってないと、意図したレーザーの出力にならないです。
Macros
[ctrl+f2] Goto XYZ zero
set zeroでセットするとXYZの3軸でゼロ設定できますが、XYZの原点に移動がないので追加。
G0 X0Y0Z0
[ctrl+f3] Laser One Shot
5%出力で0.1secだけレーザー照射するコマンド。レーザーの現在位置が知りたいときに使っている。出力と照射時間はお好みで設定。
M3 S500
G4 P0.1
M5
Machine Connection
下図はMacにCNCルーター接続したときのデバイスパスです。WindowsとかだとCOM*だと思います。
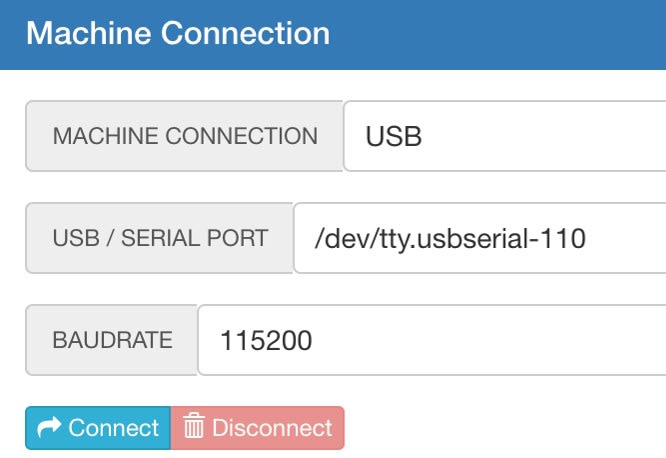
これで、LaseWebでCNCやレーザーの制御ができると思います。ハードウェア準備は以上です。
続きは以下です。
Discussion