AnkerMake M5でPalette3による多色印刷を試す
今回はAnkerMake M5(以下「AnkerMake」と略す)でPalette3の多色印刷を試してみます。
AnkerMakeにはUSB Type-Cのコネクタが実装されていますが、USBメモリ読み込み用のホスト機能しかなく、PCなどから制御するデバイス側の機能はありません。つまりPalette3から制御できませんので、独立して動作する「アクセサリモード」で実行させることになります。必然的にスライサは「Canvas」を使うことになります。
動作環境など
動作環境
| 項目 | バージョンなど |
|---|---|
| MacのOS | Sonoma(14.2.1) |
| スライサー | Canvas、AnkerMake Studio 1.5.15 |
| プリンター | AnkerMake M5、ファームウェア:V3.0.78_3.0.88 |
| ノズル | AnkerMake純正 0.4mm |
| Palette | Palette3 Pro、ファームウェア:22.08.11.0 |
| フィラメント | 試しプリント:無名ブランドの格安品など(赤青黒)、本番プリント:Kingroon 白、SK本舗 黄 |
プリントサンプル
- flap3xxx 〜 flap6xxx ・・ 4枚分12ファイル
読んでおいて欲しい記事
ここに至るまでの多色印刷記事をある程度目を通したものとして説明を簡略化した箇所があります。特にCanvasとアクセサーモードに関しては、以下を参照しておいてください。
Canvas
アクセサリモード
1.AnkerMakeでの下準備
配置とガイドチューブの接続
AnkerMakeとPalette3の配置は、以下のようにしました。
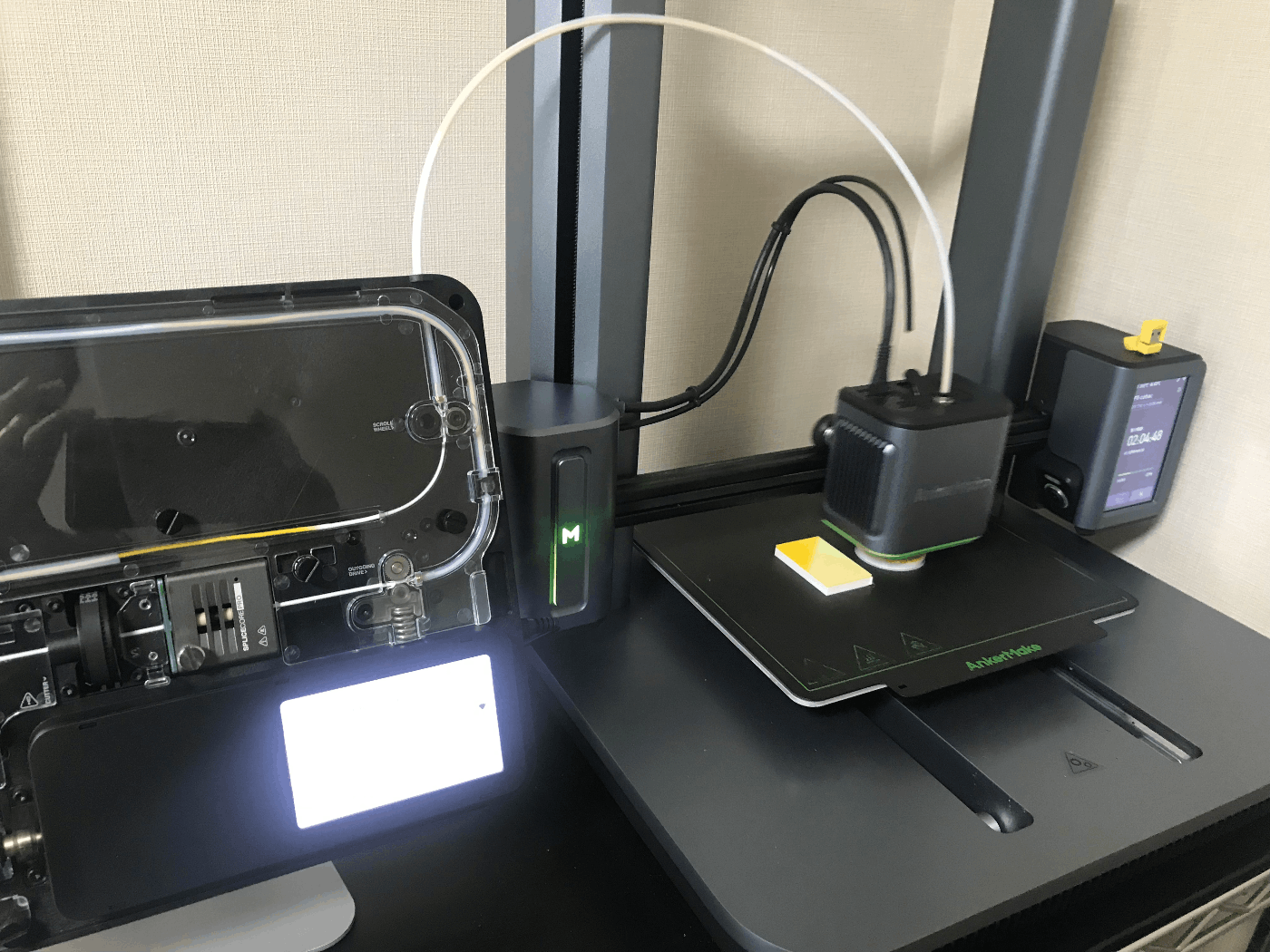
AnkerMakeではフィラメントの経路にガイドチューブを用いています。エクストルーダー側はチューブクリップ(継手)になっているので、元々接続していたガイドチューブを外し[1]、Palette3からのガイドチューブに付け替えることができます。最短の57cmでOKです。
フィラメントセンサー対策
AnkerMakeのフィラメント挿入口にはセンサーが付いており、フィラメント切れを検出するようになっています。Palette3を用いるときはこの経路を通らないので、センサーが反応しないよう何かを挿入しておく必要があります。
10cm程度のフィラメントの切れ端で十分ですが、端まで挿入すると取り外しに手こずるかもしれません。筆者はこのようなノズル詰まり対策用の「ピンツール」を所有していましたので、これを差しっぱなしにしています。
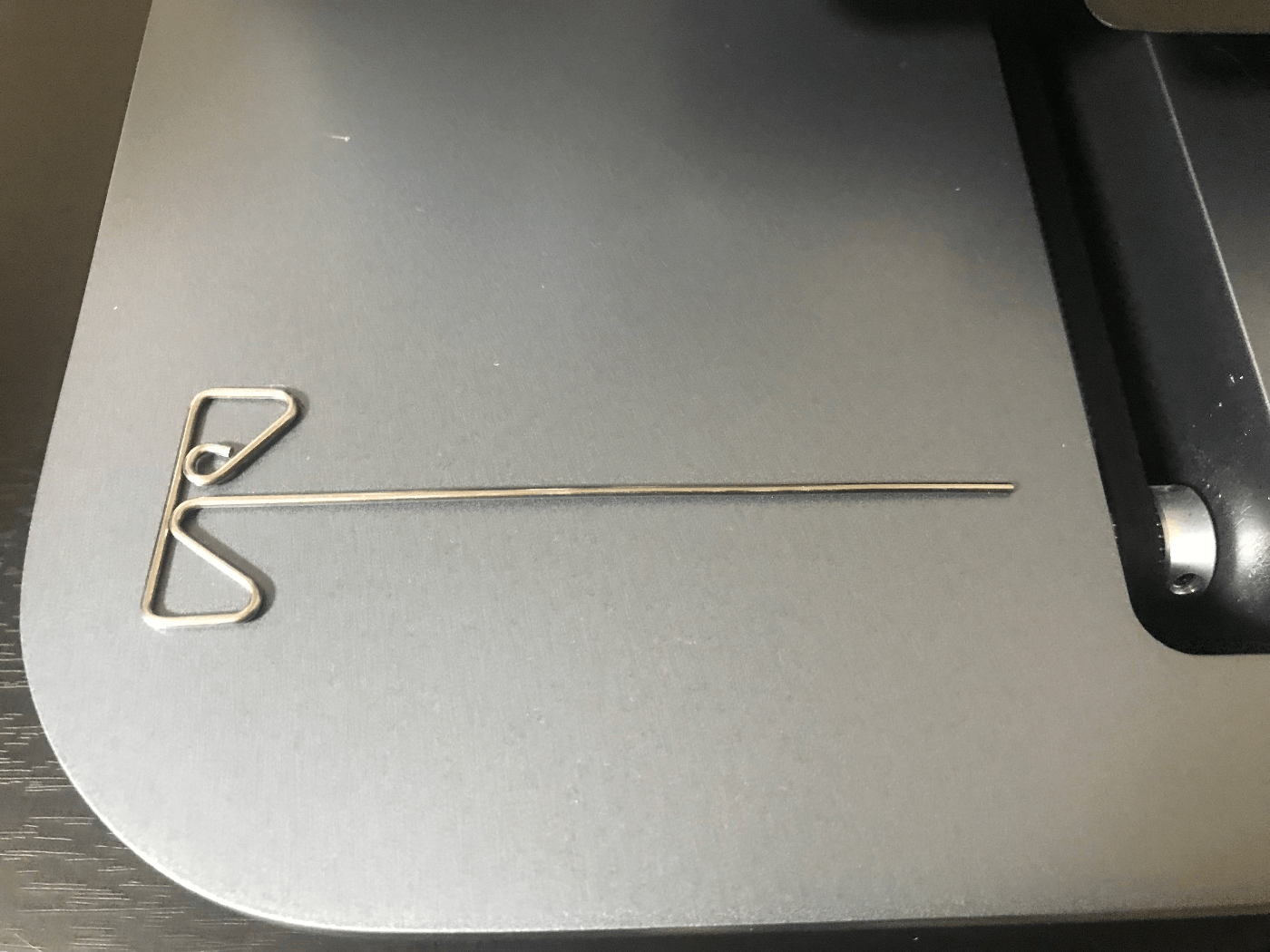

(実際に購入したのは、AliExpressで販売されていた互換品です)
LO(Loading Offset)値の計測
LO値とは、エクストルーダーのギアからノズルの先までの距離です。この値をPalette3に登録しておき、フィードバック制御に用います[2]。
新しいフィラメントを用意します(20cm程度で可)。エクストルーダーやPalette3に挿入していない、つまりギアの噛み跡の残っていないものです。これをAnkerMakeにローディングさせノズルからの排出を確認したら、アンロードしフィラメントを引き抜きます。
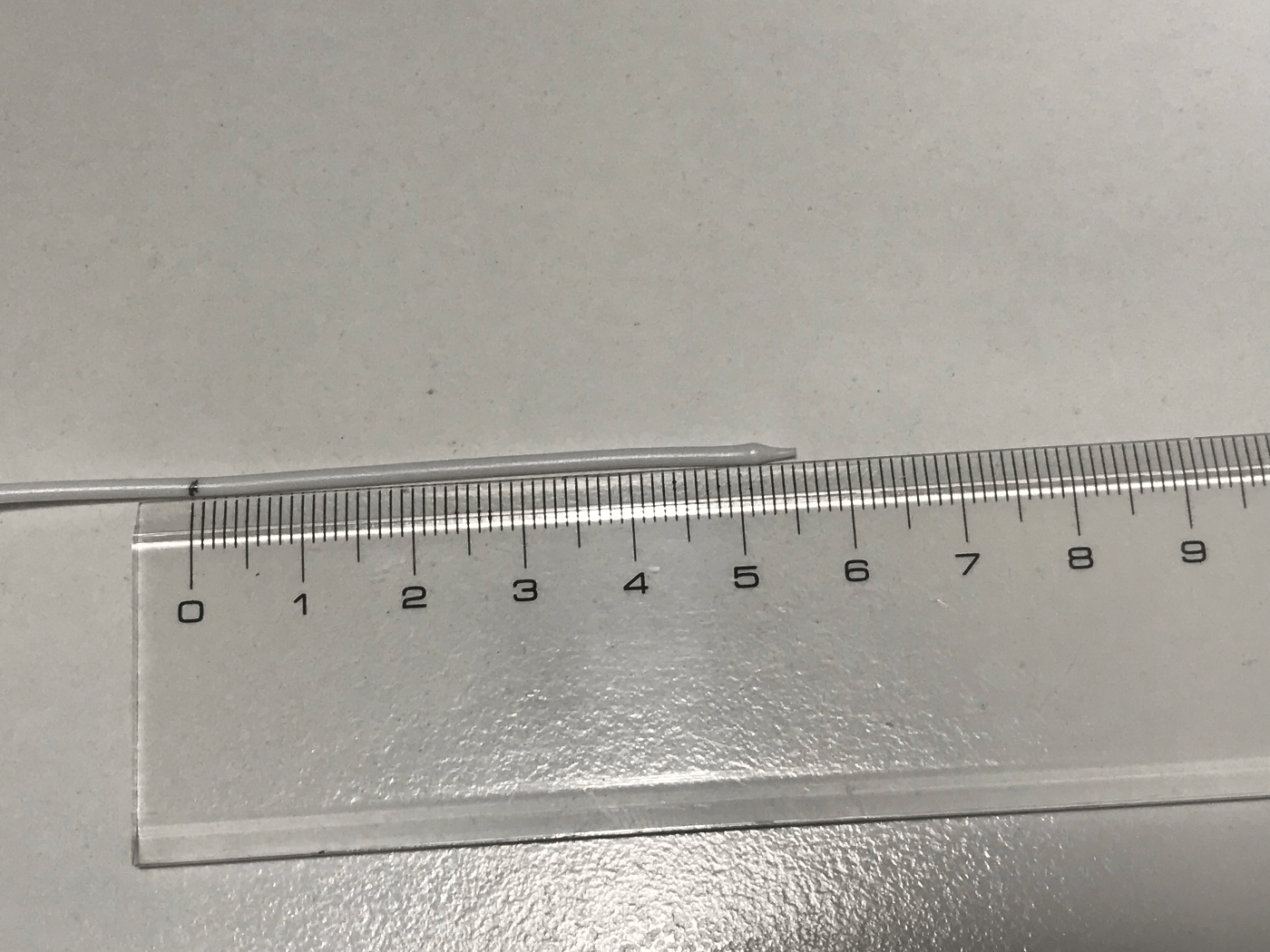
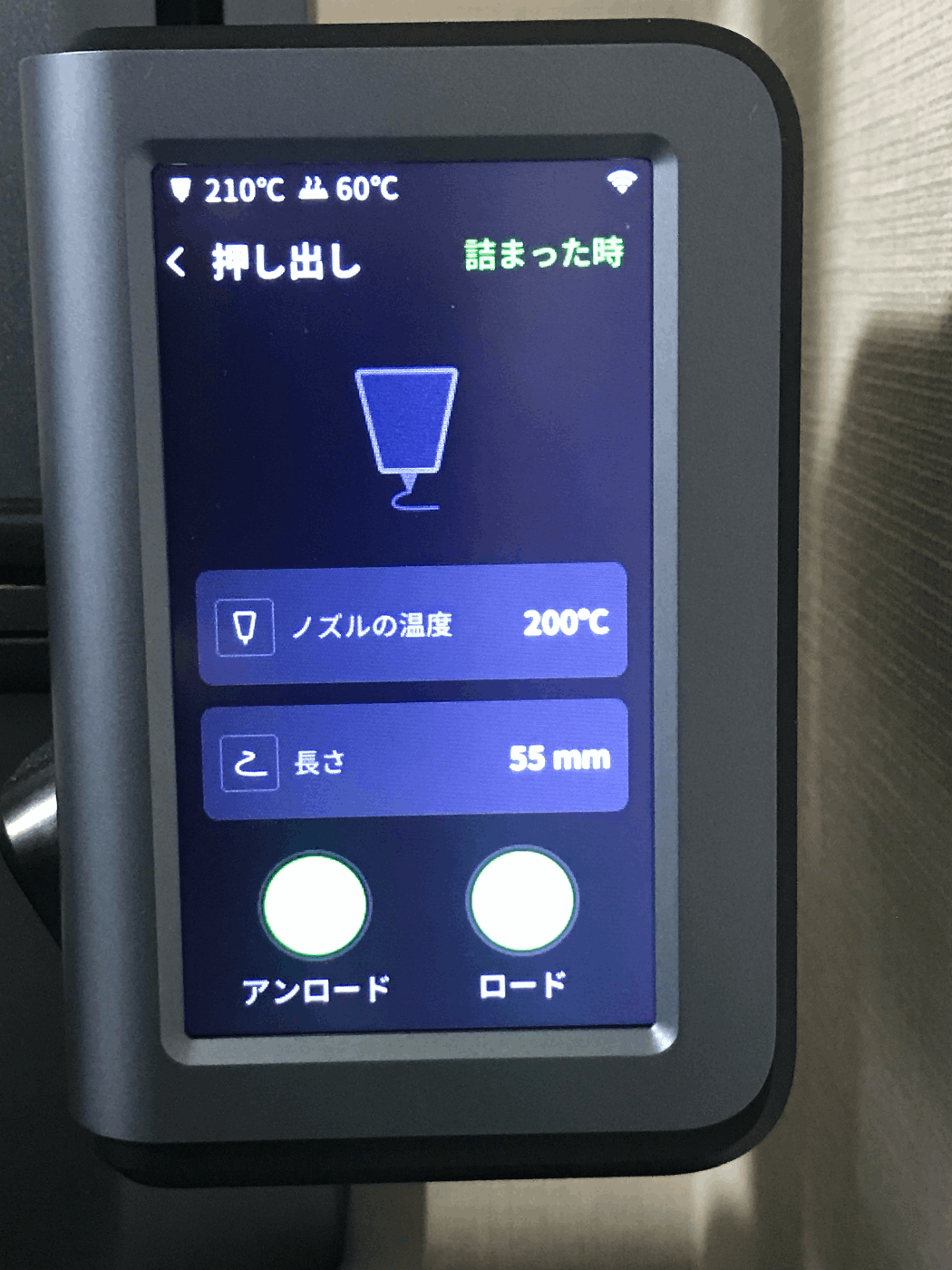
ノズル先端と思われる位置から、ギアの噛み跡の遠い方までの長さを測ります。筆者の測定結果は55mmでした。この値をLO値として用います。
2.Canvasでの下準備
新プリンターの登録
Canvas画面で「Printers」「+ New priner」と順にクリックします。残念ながら「Preset」にはAnkerMakeは登録されていないので、「Blank」を選択して一から設定します。

新プリンター設定用のウィンドウが表示されますので、以下の項目を設定します。指定項目以外はデフォルト値でOKです。
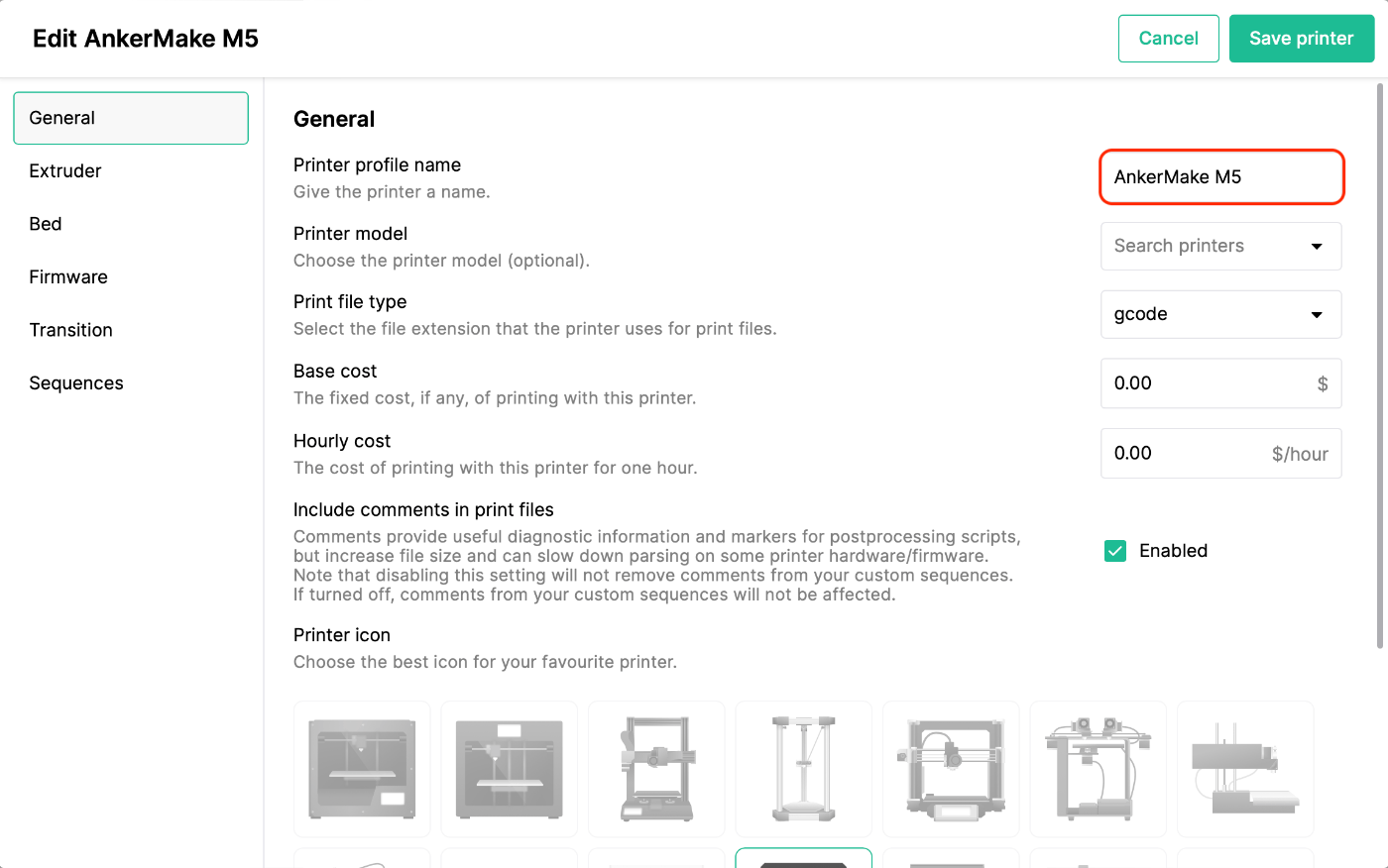
General
Printer profile name:AnkerMake M5
プリンター名を設定します。識別できれば任意の名称でOKです。
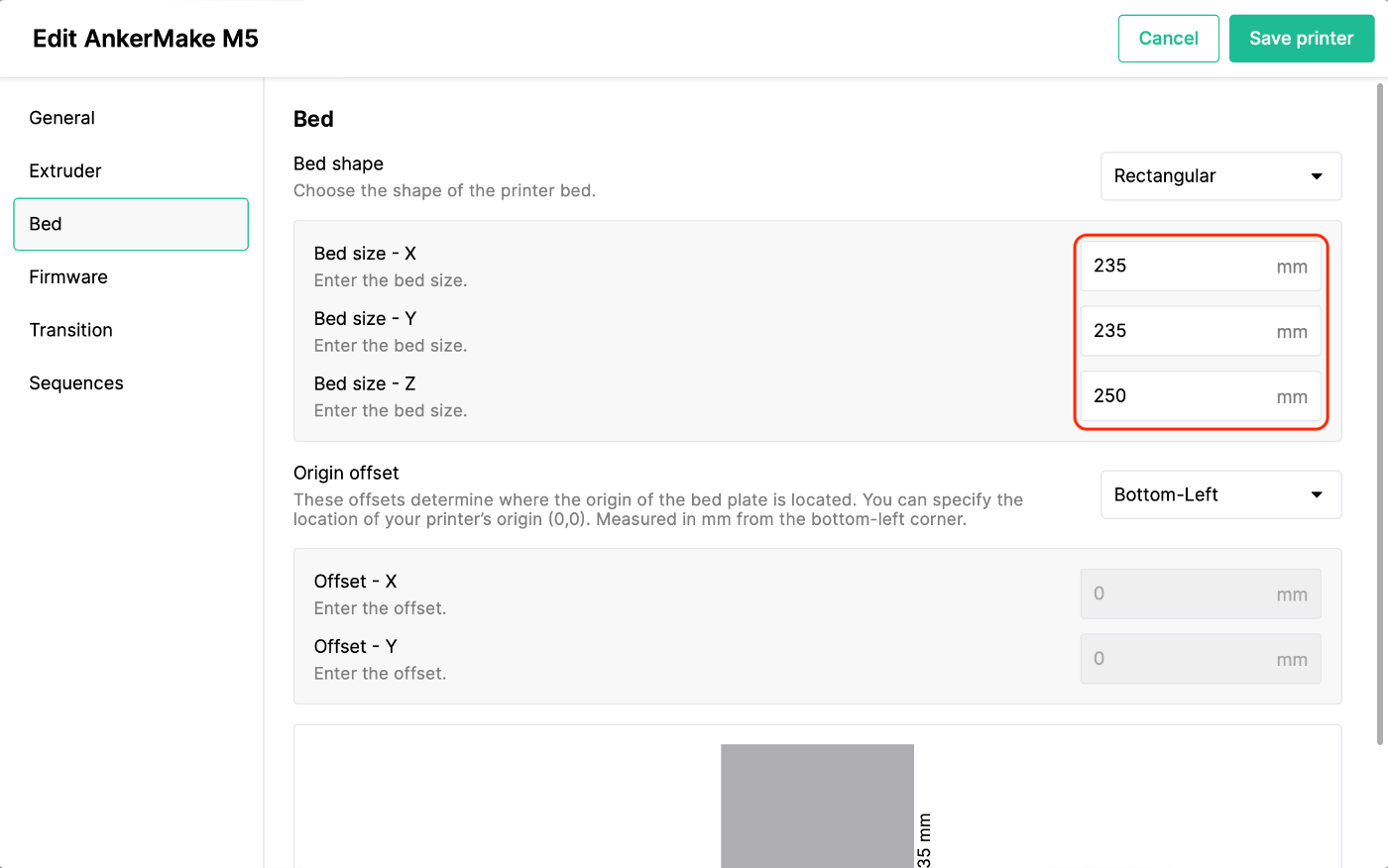
Bed
Bed size - X:235
Bed size - Y:235
Bed size - Z:235
ベッドサイズをAnkerMakeの仕様通りに入力します。
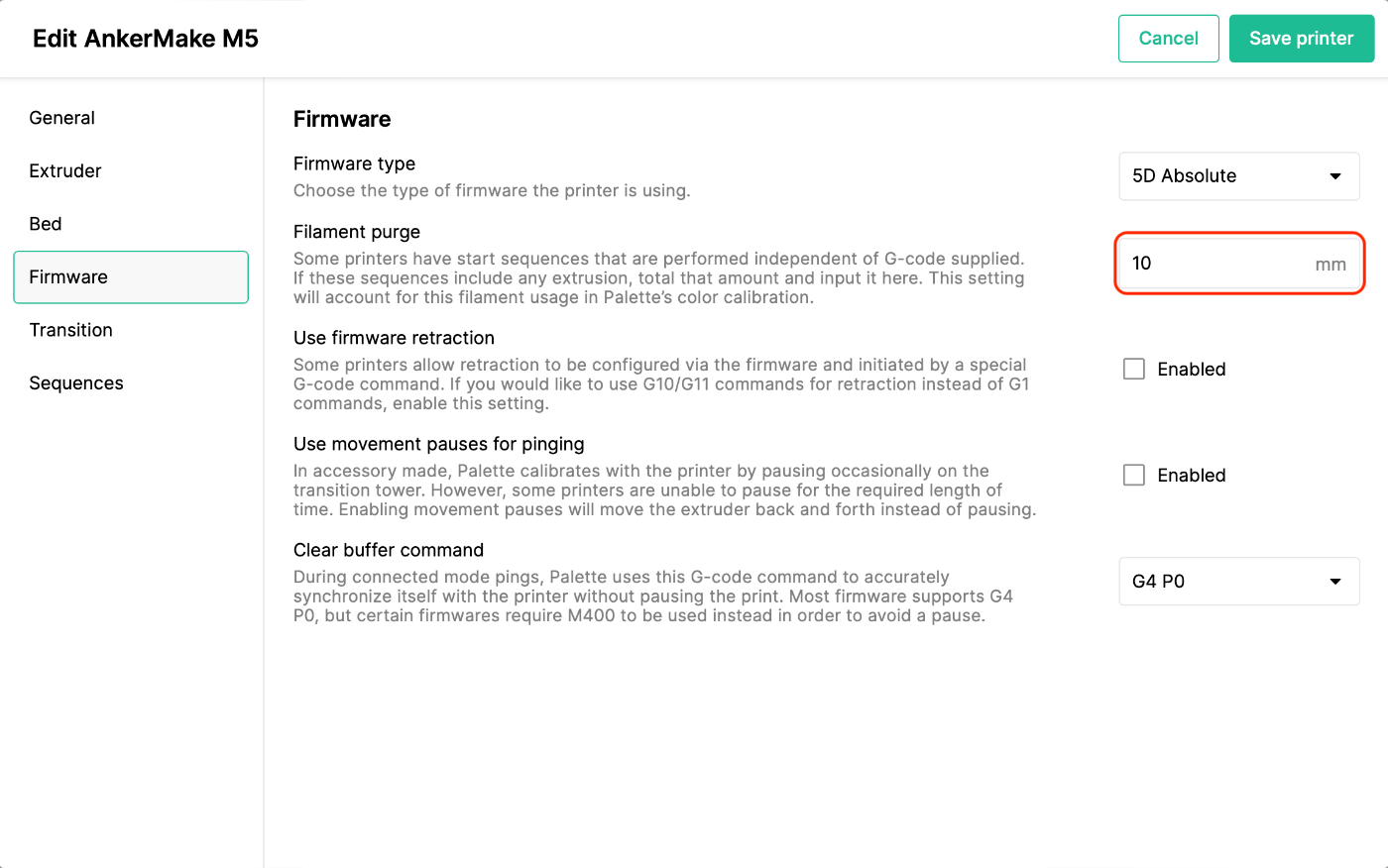
Firmware
Filament purge:10 mm
プリンターによっては、プリント開始時に余分なフィラメントを消費する場合があります。この消費量を設定することで、Palette3でのフィラメント生成の精度が落ちるのを防げます。
AnkerMakeはプリント開始時に、ビルドプレートの上端にフィラメントを排出してこすりつける動作をします。目測で10mm程度と思われますので、この値を設定しました。
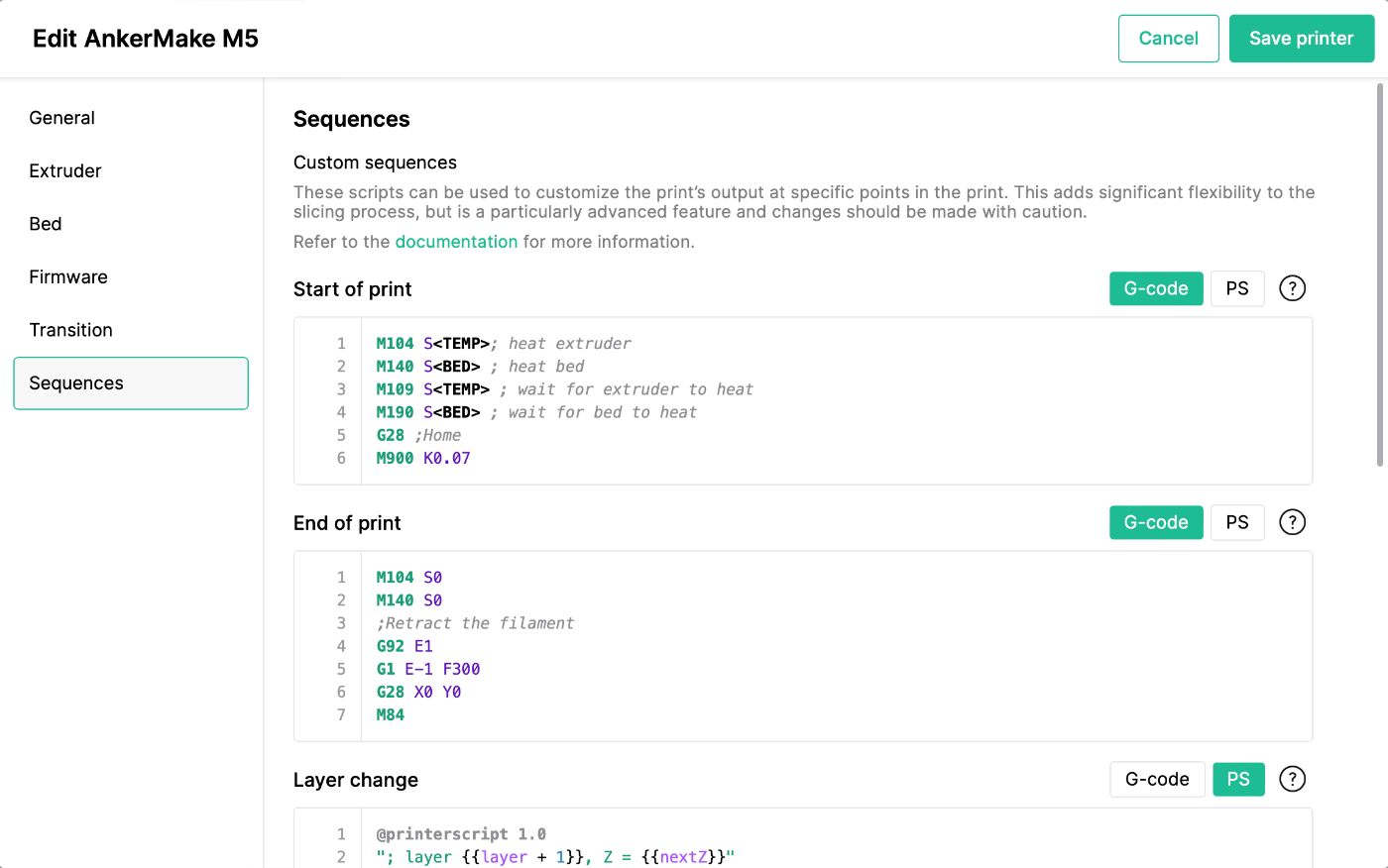
Sequences
プリント開始時と終了時にAnkerMakeに独自の動作を行わせるためのGコードを、この項目で設定します。AnkerMake Studioのメニュー「設定」「パラメータープリセット」において「プリンター」「カスタムGコード」タブには、プリント開始時と終了時に実行するGコードが記載されています。

AnkerMake Studioのパラメータープリセット
ここに示されたGコードではAnkerMake Studio独自[3]の内部変数を用いていますが、そのままではCanvasで無視されてしまうので、以下のように設定しました[4]。
M104 S<TEMP>; heat extruder
M140 S<BED> ; heat bed
M109 S<TEMP> ; wait for extruder to heat
M190 S<BED> ; wait for bed to heat
G28 ;Home
M900 K0.07
M104 S0
M140 S0
;Retract the filament
G92 E1
G1 E-1 F300
G28 X0 Y0
M84
以上をそれぞれのフィールドに入力します。
最後に「Save printer」をクリックして保存し、プリンターの登録は終了です。
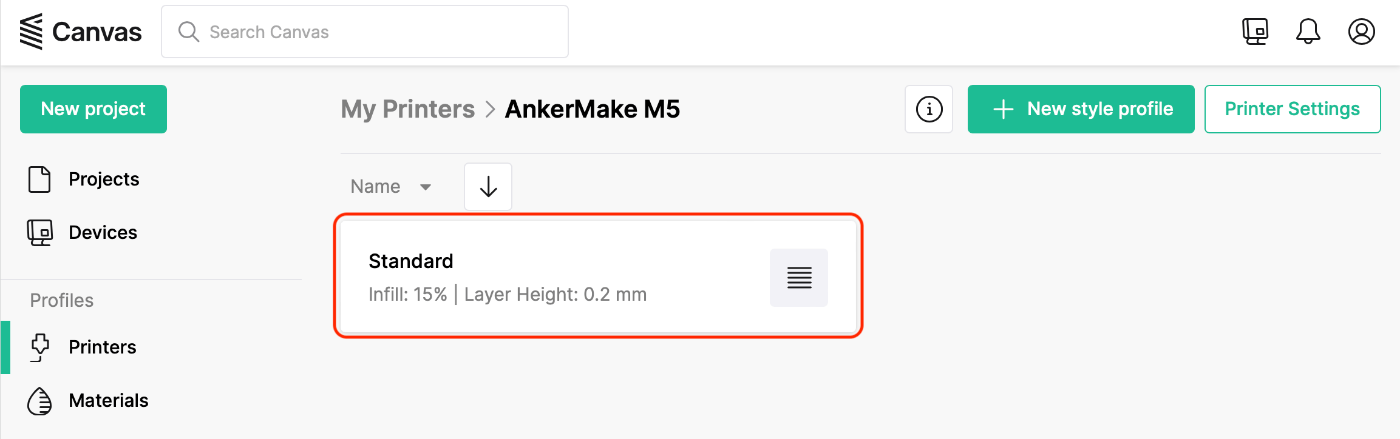
プリント時のデフォルト値「Style Profile」を設定
新プリンターの登録をすると「Standard」という名称のStyle Profileが生成されます。これはプリント速度やノズル温度などのデフォルト値です。これを開いて修正します[5]。ここでは指定項目以外をデフォルト値のままとしますが、用途に応じて必要項目を修正してください。
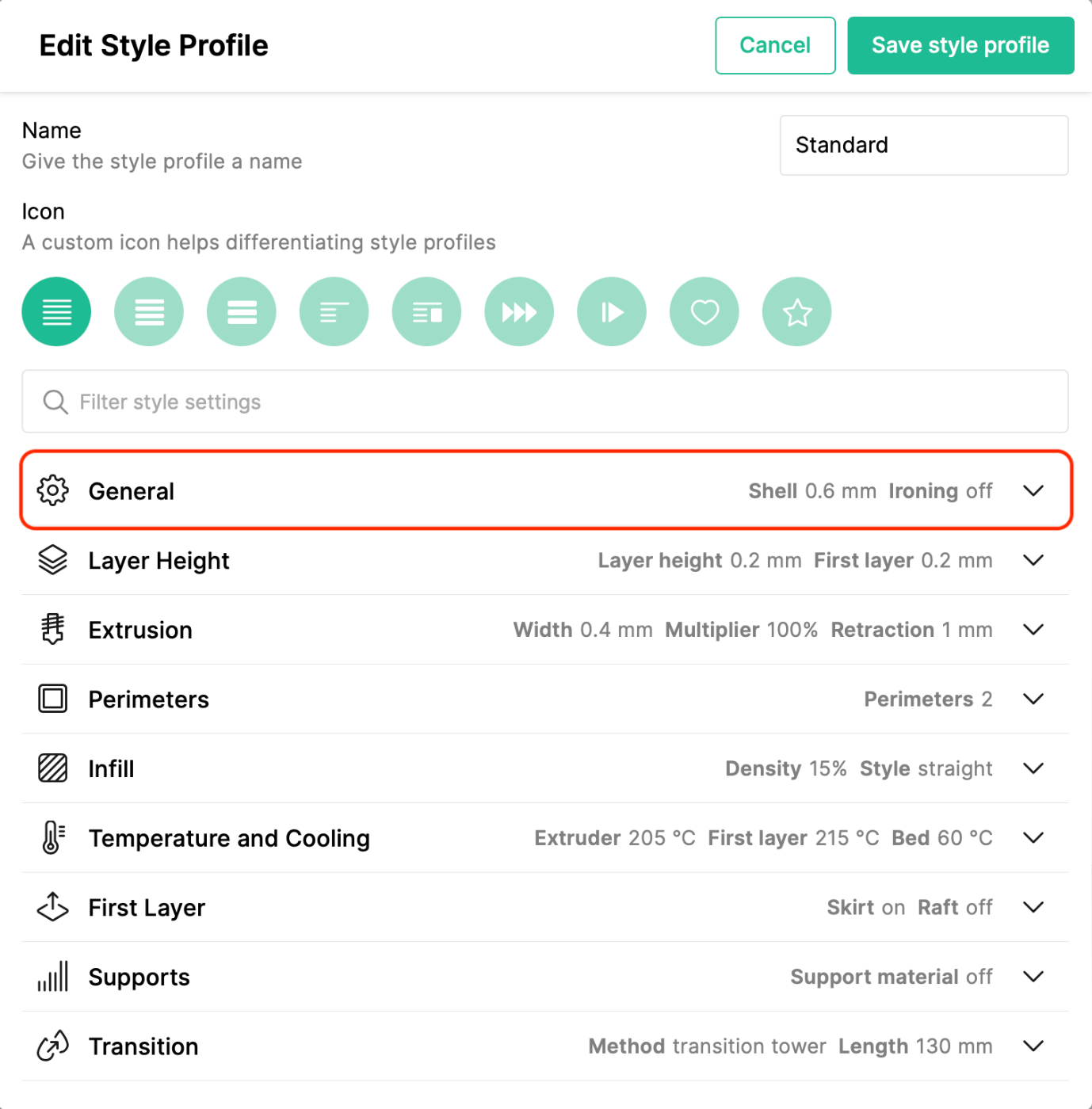
General
まず最初に、Style Profileの編集画面から「General」を選択します。
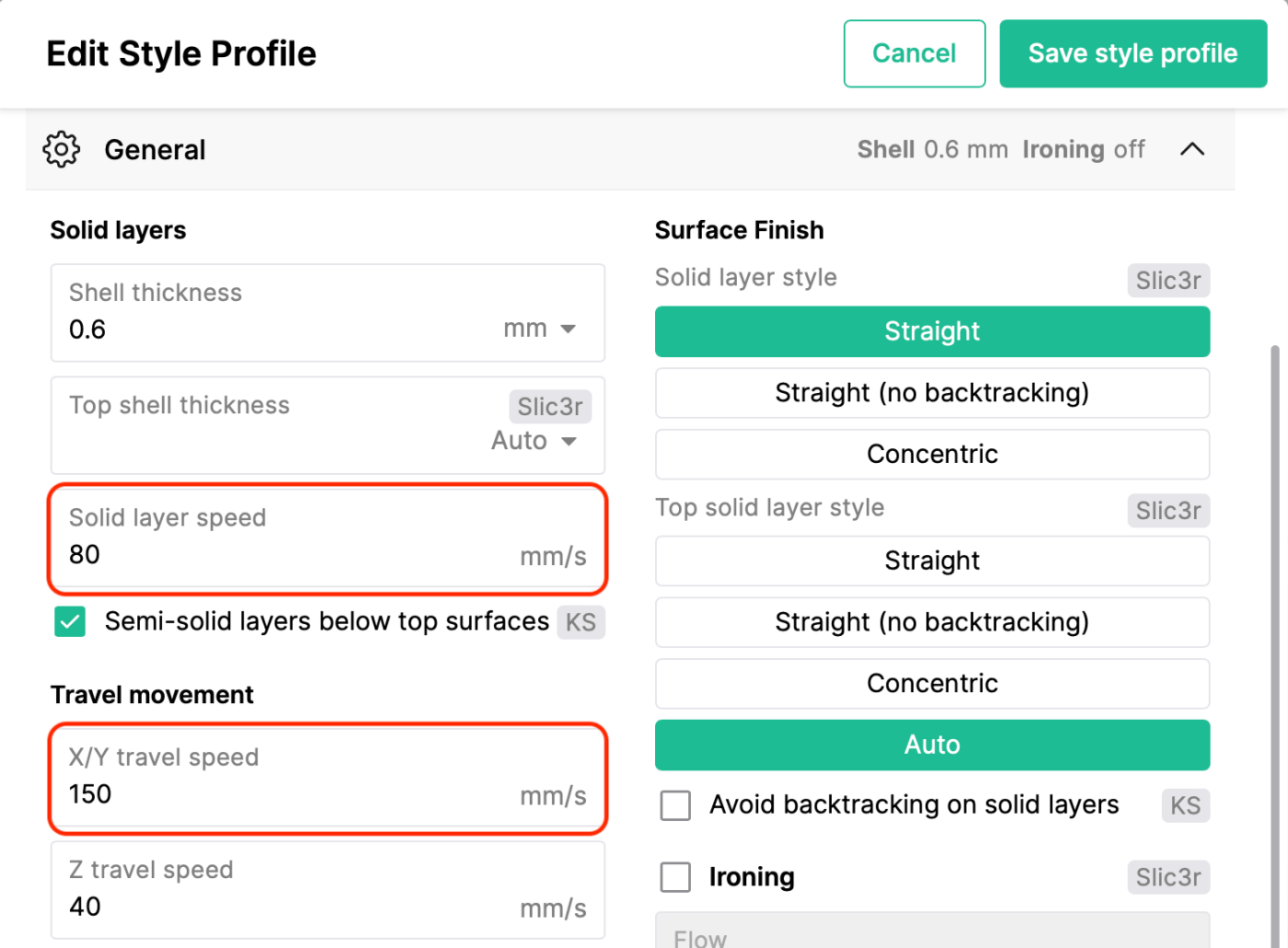
ここでは、以下を変更します。AnkerMakeの実力からするともう少し速めでもプリント可能だとは思いますが、最初はこの程度にしておきます。
- Solid layer speed:80 mm/s ・・ プリント速度
- X/Y travel speed:150 mm/s ・・ 非プリント時の移動速度
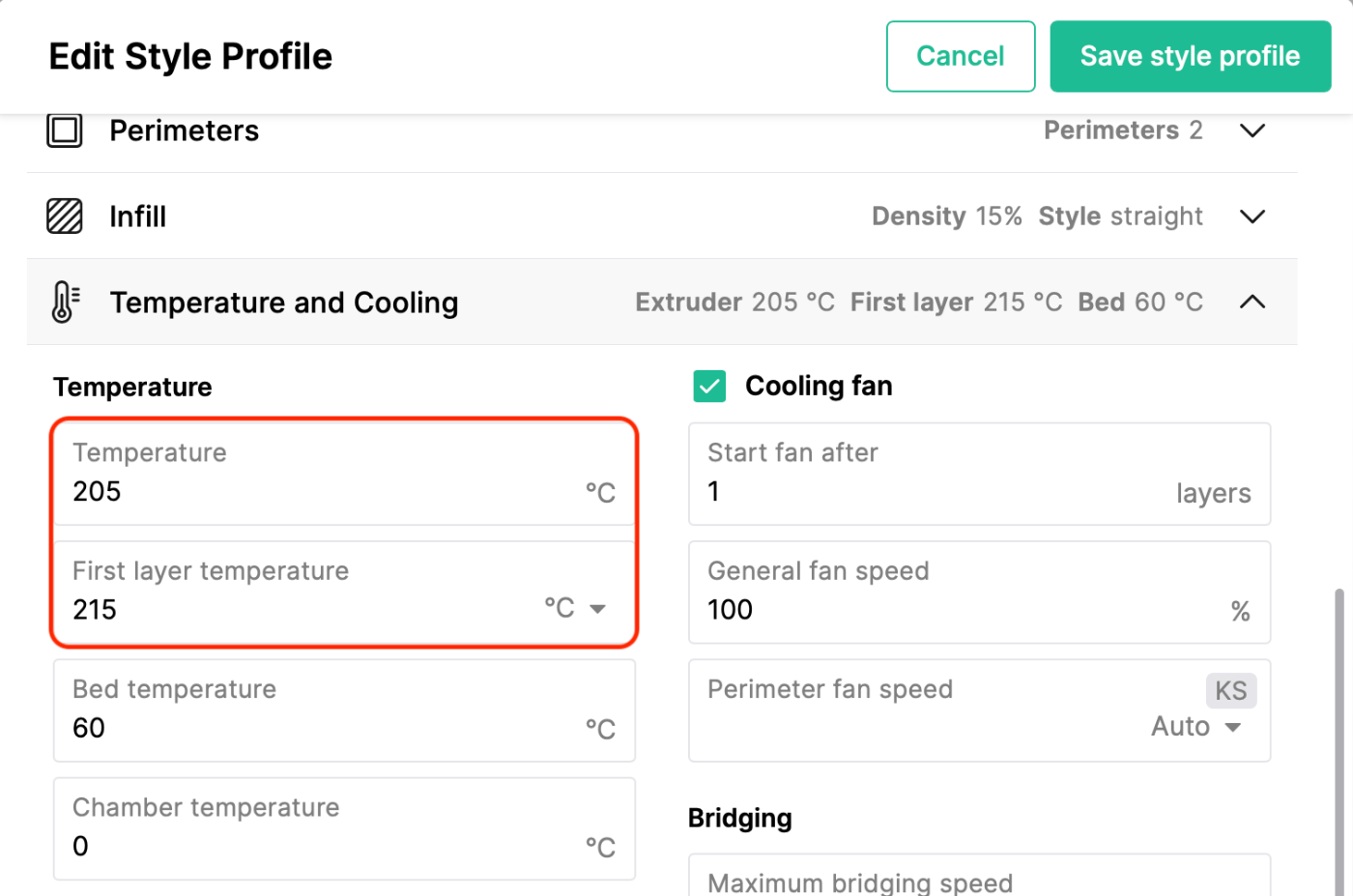
Temperature and Cooling
「Temperature and Cooling」を選択して以下を変更します。
- Temperature:205℃ ・・ ノズル温度
- First layer temperature:215℃ ・・ 1層目ノズル温度
First Layer
「First Layer」を選択して以下を変更します。
- Horizontal gap from part:3mm ・・ 造形物とskirtとの距離(0にするとbrimになる)
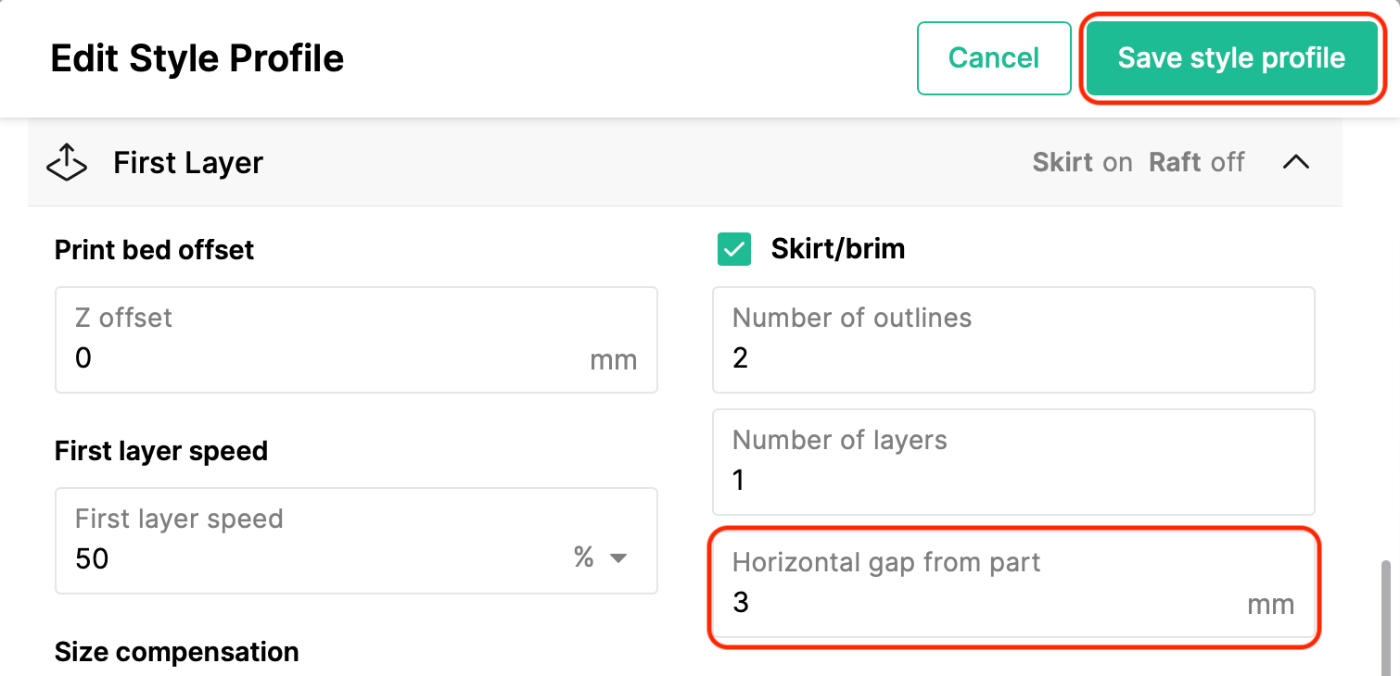
設定したら「Save style profile」で保存します。なお、「Transition」によるパージ量はフィラメントの色に依存しますので、ここではデフォルト値のままとして個別に設定することにします。
Canvasでの下準備は以上です。
3.スライスと試しプリント
サンプルは過去記事でも用いているSplitFlapです。Ping値を確認するにはある程度の規模が必要なので、4枚で実施します。
Canvasのプロジェクト作成、STL読み込み、色指定
箇条書きで手順を簡単に説明します。 詳細手順は過去記事を参考にしてください。
-
プロジェクトの作成 ・・ 「New project」をクリック
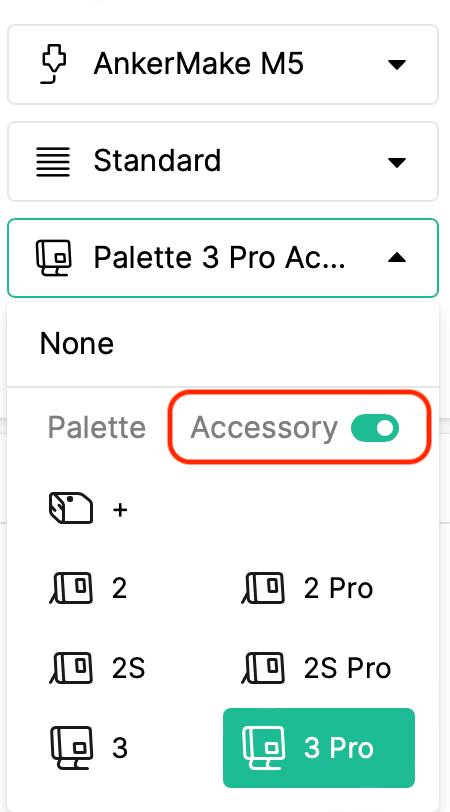
-
プリンターおよびPaletteの機種指定 ・・ 以下のように設定します。「Accessory」をONにしてアクセサリーモードにするのがミソです。
-
プロジェクトの設定 ・・ 「Project settings」でノズル温度、インフィル、サポートなどを設定
-
STLの読み込み ・・ 「Add models」をクリックし、multi materalモデルとして読み込み
-
マテリアルおよび色指定 ・・ 左側の「Materals」から実施
-
造形物とパージタワーの配置修正 ・・ 必要があれば配置修正
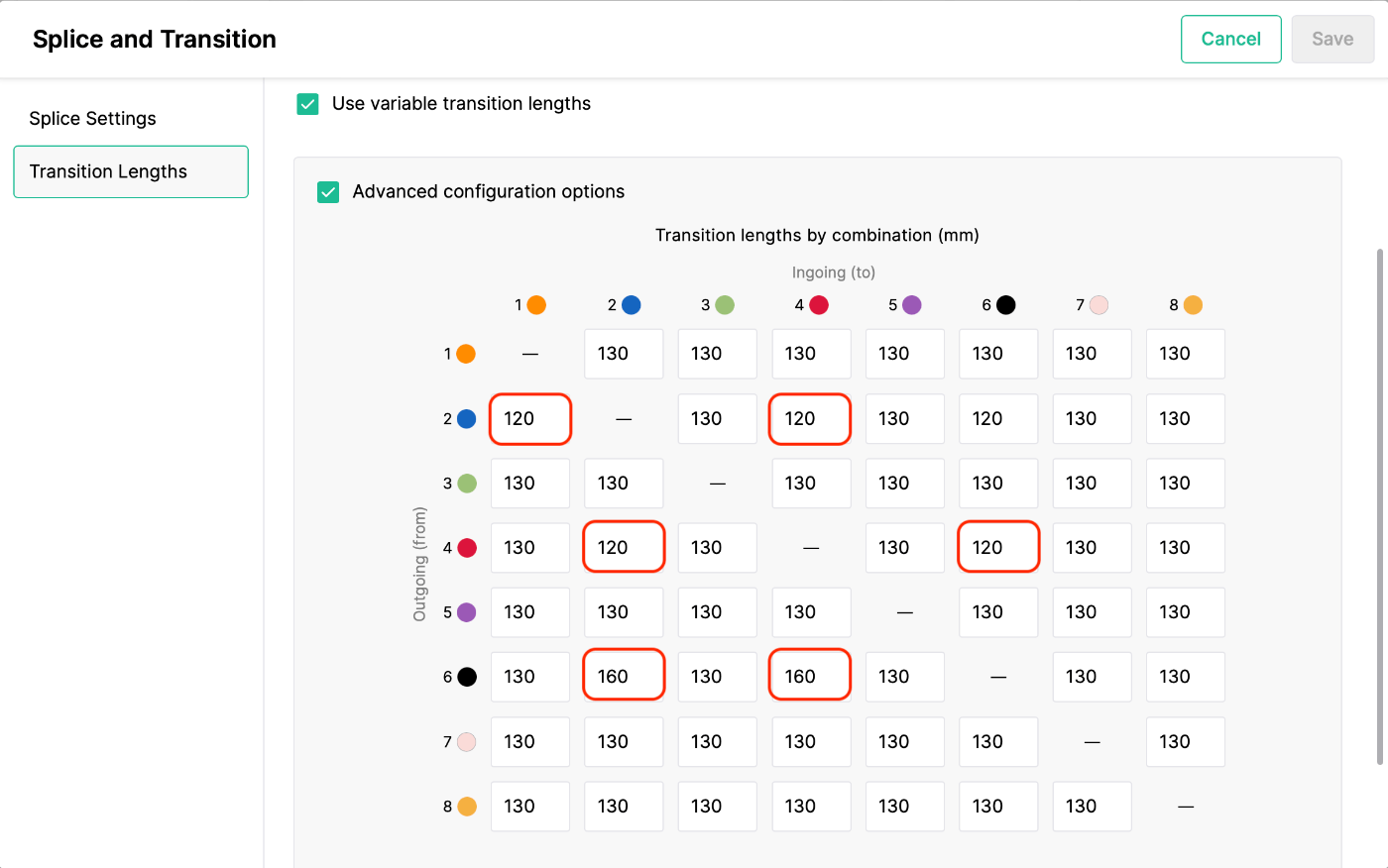
Splice and transitionの設定
デフォルトで各色間が130mmに設定されています。今回は赤青黒の3色用いますので、以下のように設定することとします。
- 赤 → 青、青 → 赤:120mm
- 赤 → 黒、青 → 黒:120mm
- 黒 → 赤、黒 → 青:160mm
スライスしてファイル出力
スライスして結果を確認します。

スライス後のデータは「Send to Device」をクリックしてPalette3に送ります。一方AnkerMakeで実行するGコードは、「Download」でローカルにダウンロードしZIPファイルを解凍してGコードファイル「〜.gcode」が生成されていることを確認しておきます。
ノズル内の前色排出とPalette3での新規プリンタ登録
スライス結果を見ると、最初の色は青なので、あらかじめ青のフィラメントをロード/アンロードしてノズル内を青で満たしておきます。これをしないと、1層目はノズル内の前色と混ざった色で造形してしまいます。
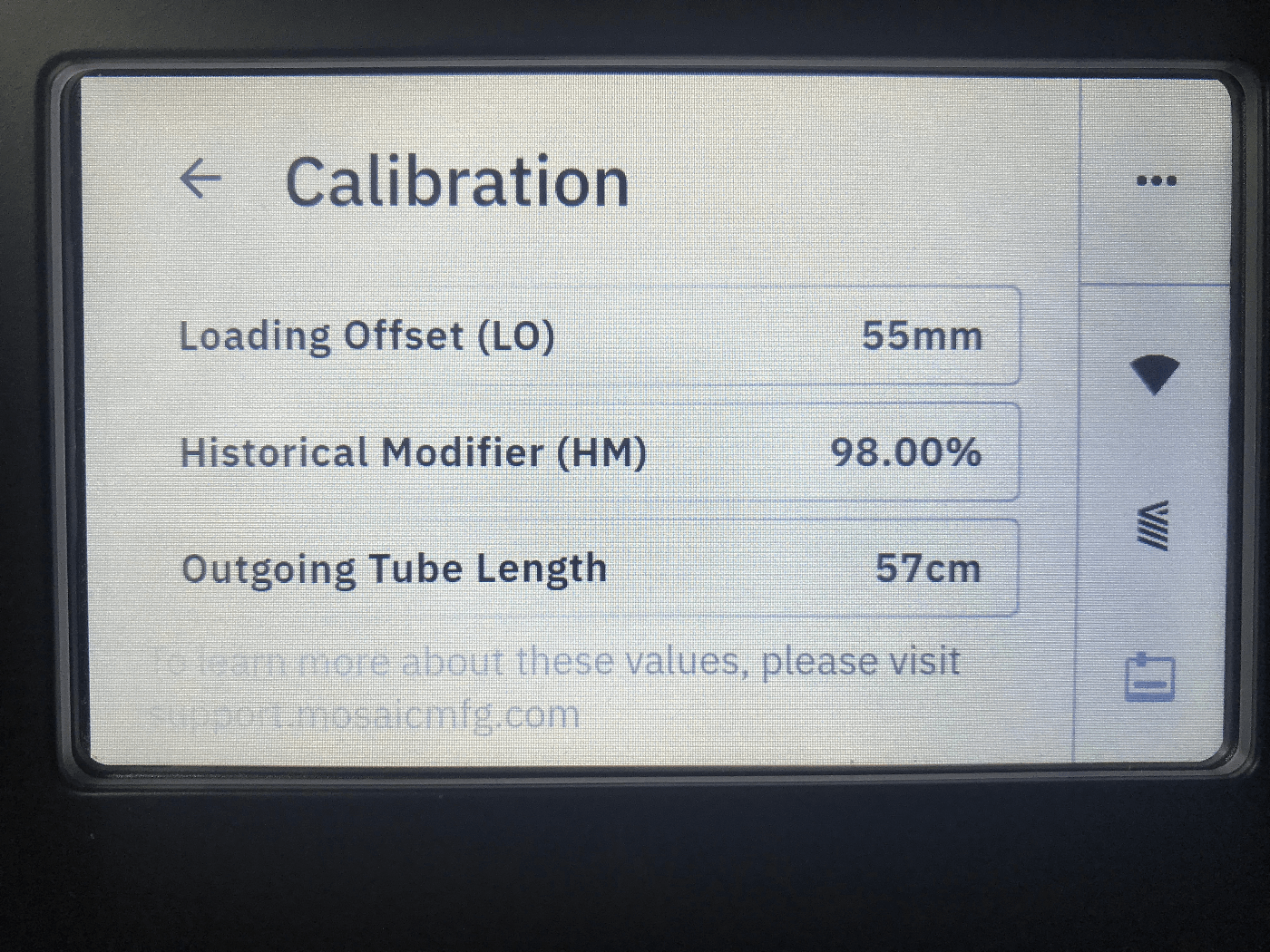
次にPalette3の動作を開始させます。新規に作成したプリンターの場合は、初回だけプリンターの設定を要求してきます(参考:過去記事)。ここでは以下のように設定しました。
- Loading Offset (LO):55mm ・・ 「# 1.AnkerMakeでの下準備」で計測した値
- Histrical Modifier (HM):98% ・・ デフォルト値
- Outgoing Tube Length:57cm ・・ ガイドチューブの長さ
フィラメントをロードしてプリント
指示にしたがってPalette3にフィラメントをロードするとスプライスを生成し、エクストルーダーへの挿入を指示します。AnkerMake側でのロード値は、LO値の55mmを指定します。この長さをロードすることで、フィラメントが過不足なくノズル先端に到達するはずです。
ガイドチューブの先には2cmほどフィラメントが露出しますが、これではローディングできそうにないので手で少し引き抜き、エクストルーダーのギアにフィラメントをあてがって、AnkerMake側で「ロード」をタッチします。このあたりの塩梅は多少慣れが必要かもしれません。
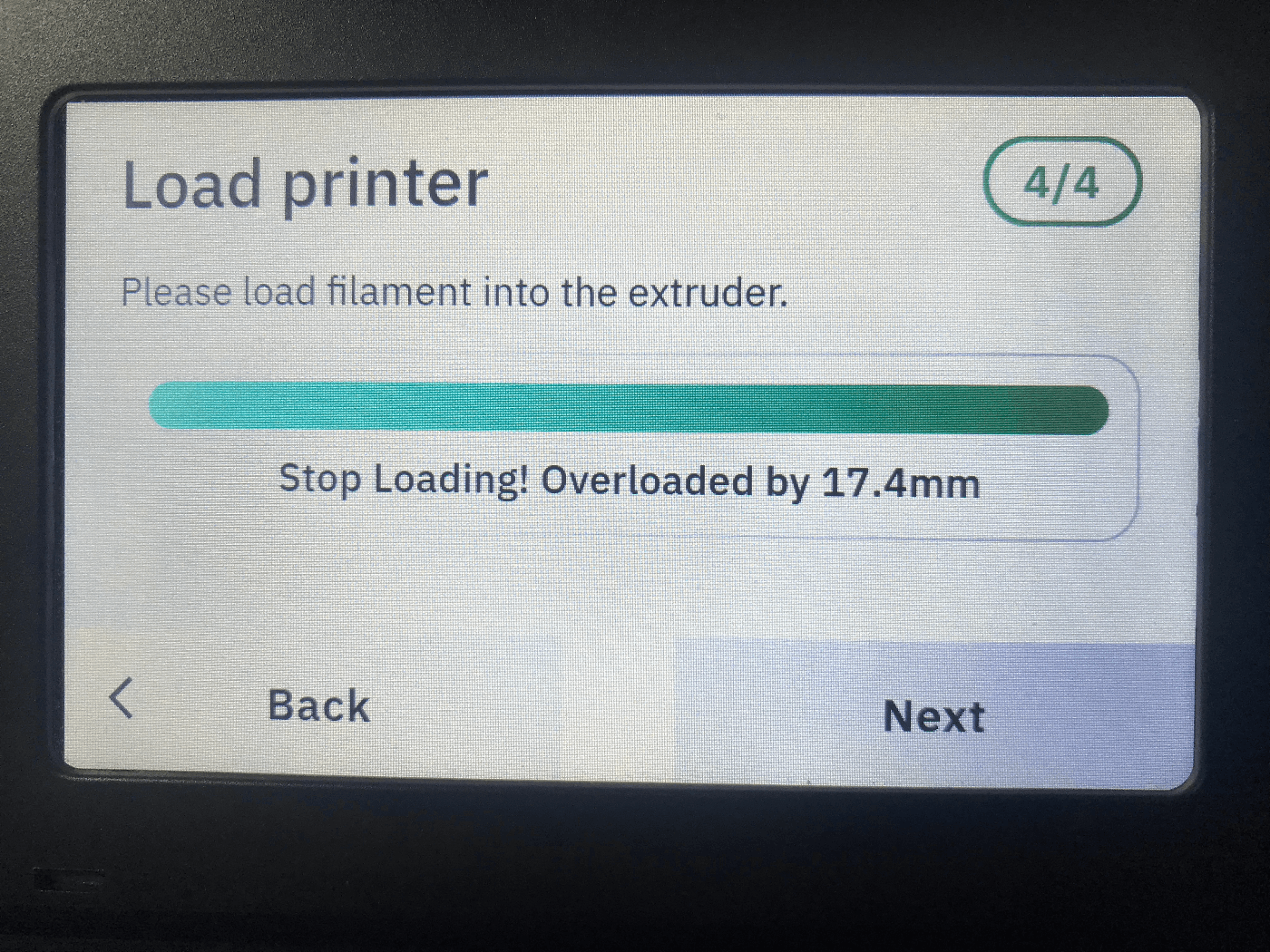
ロードし終わるとPalette3側はこのような表示になり、想定より17.4mmほど余分にロードしたことになっています。
スライサのAnkerMake Studioで生成されたGコードファイルを読み込み、プリントを開始します。特に誤色も色移りもなく想定通りに出来上がりました[6]。
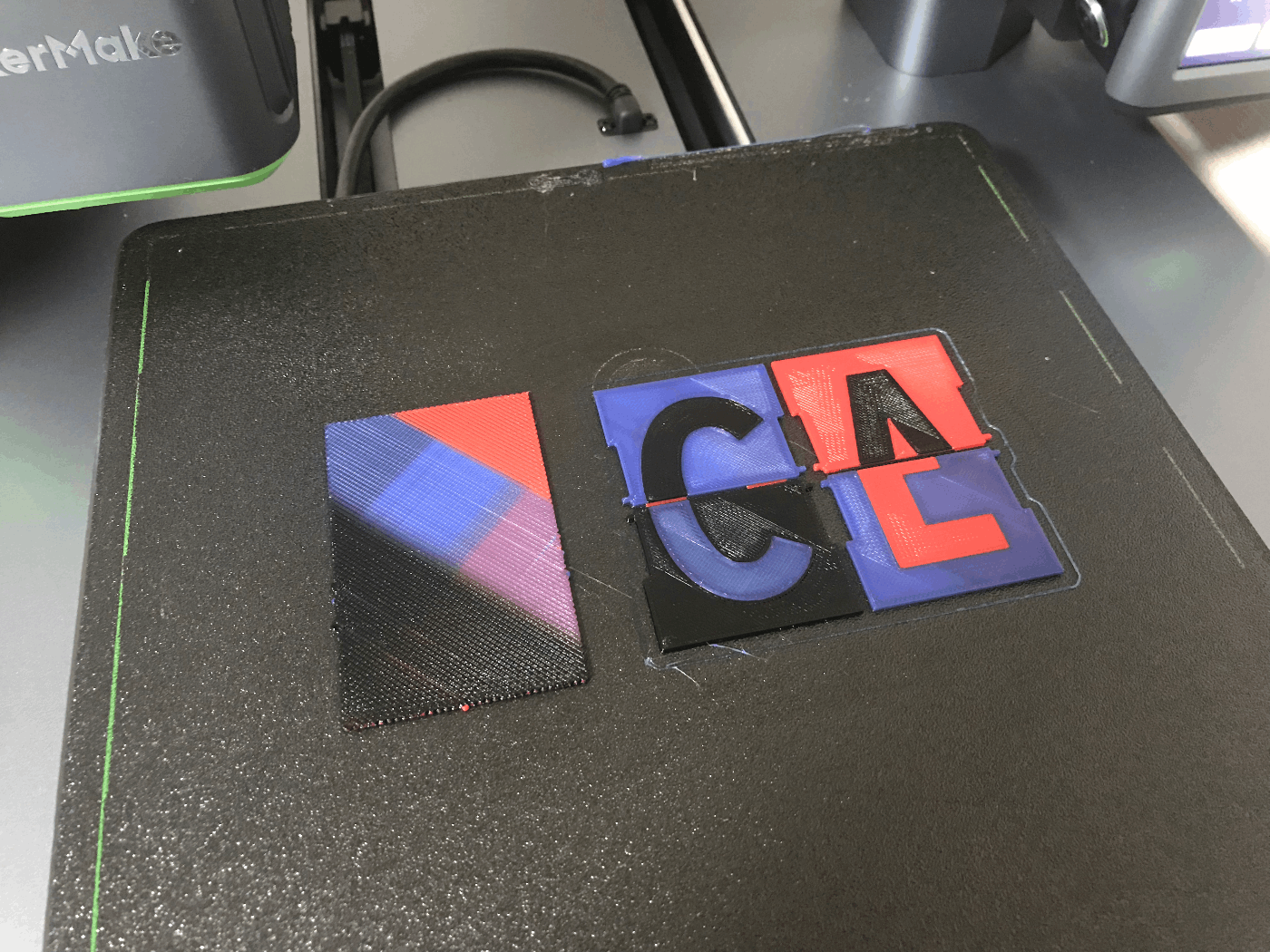
 表側
表側
 裏側
裏側
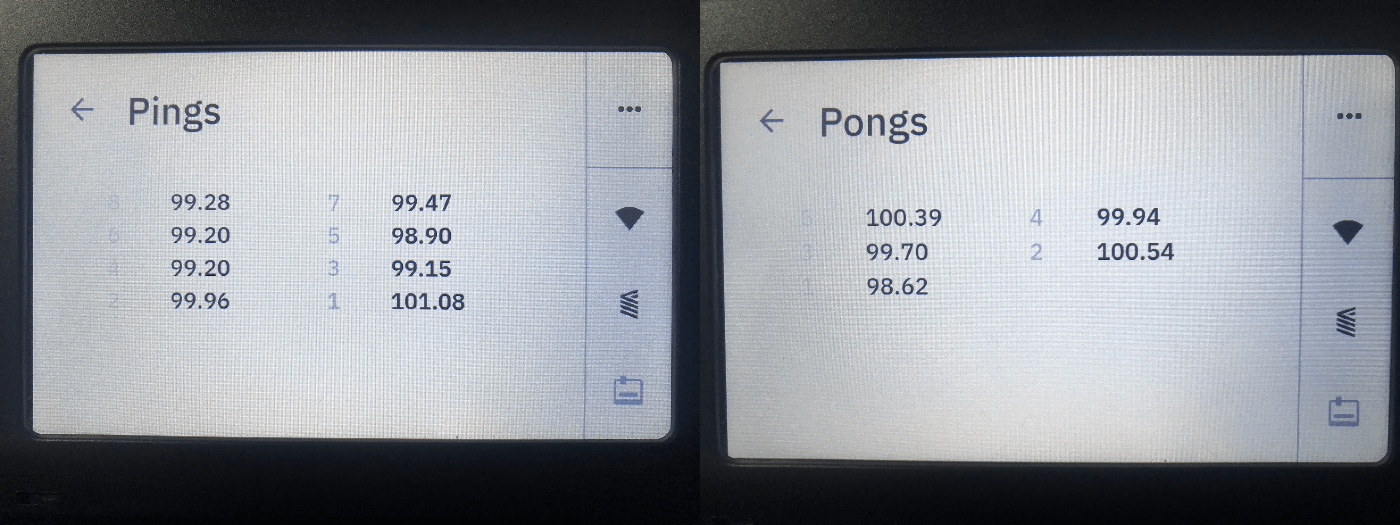
Ping/Pong値はこの様になりました。100%から大きく外れていないので、各種設定値は妥当だったようです。
ちなみにアクセサリーモードでのPingは、
- 13秒停止
- 20mm印刷
- 7秒停止
という、通常のプリントでは発生ない状況を作り出して、これをPalette3側で検出しています。今回も複数回この動作をしました。停止位置は必ずパージタワーの端です。ノズルからのタレがあっても、造形物に影響しないようになっていて、改めてよくできていると思いました。
4.設定値の見直しと本番プリント
設定値の見直し
その後、いろいろ試してみて、Palette3でのプリンタ設定値は以下の値に落ち着きました。
- Loading Offset (LO):65mm
- Histrical Modifier (HM):97.5%
- Outgoing Tube Length:57cm
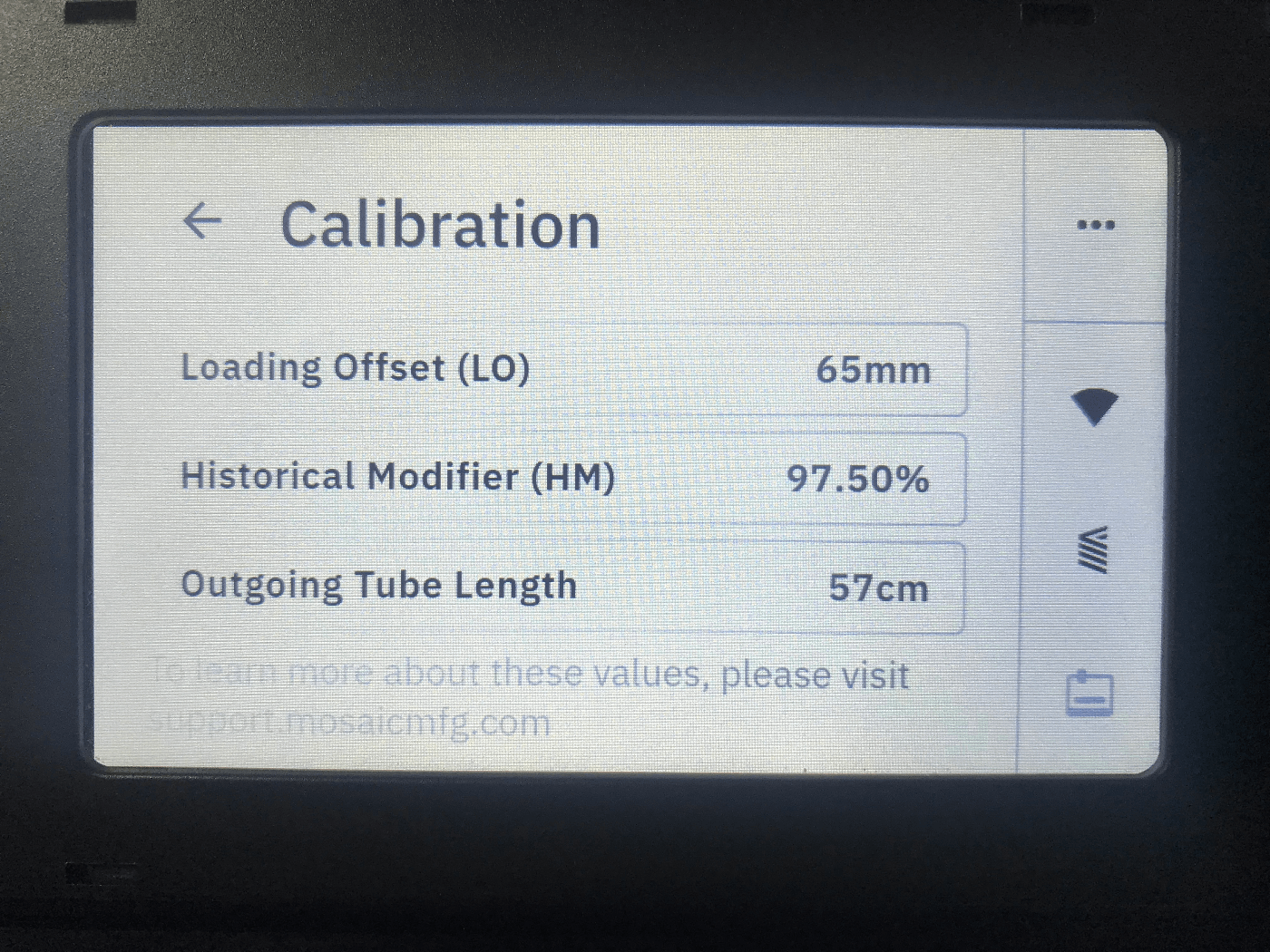
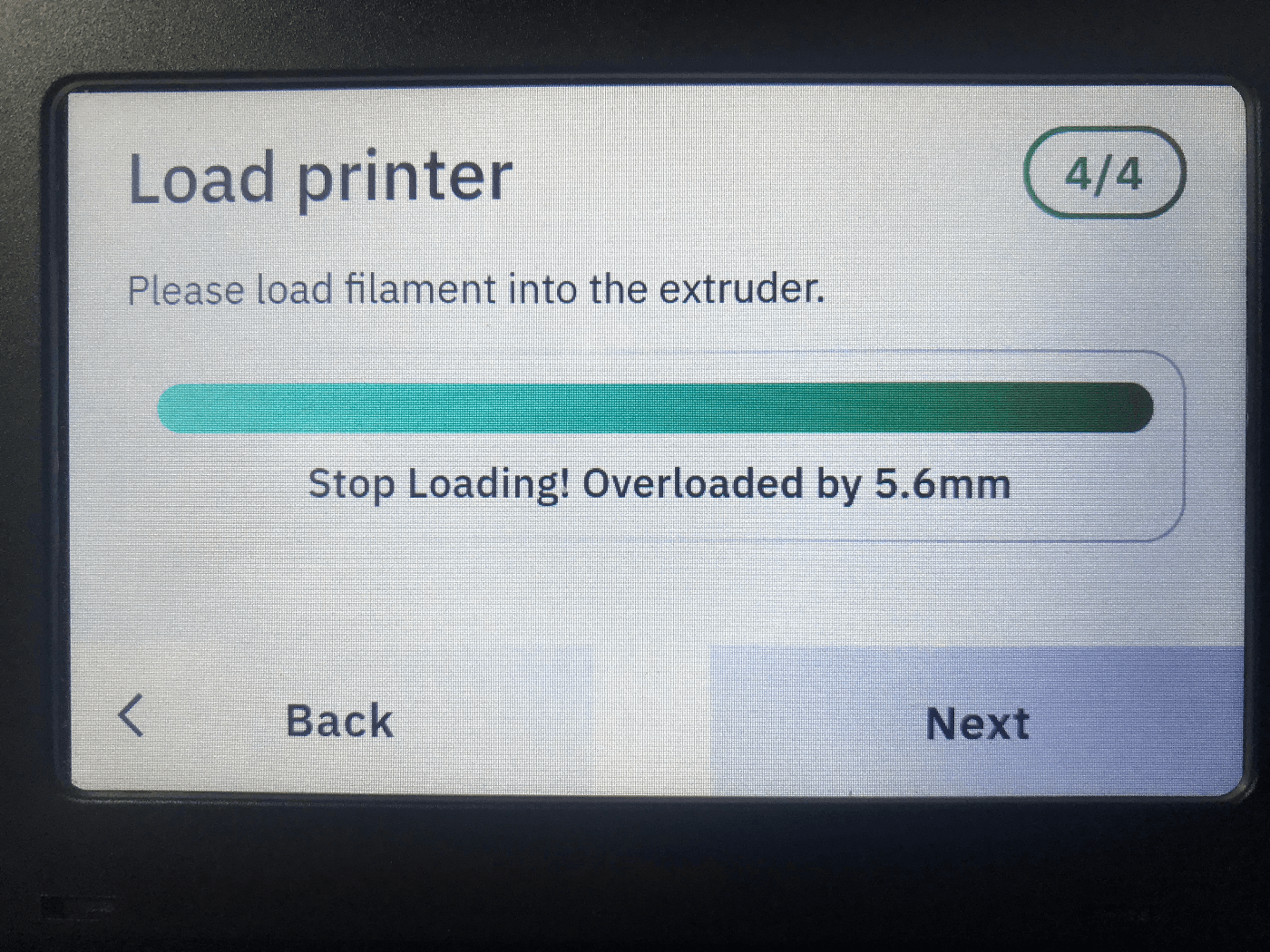
LO値を10mmほど長くすることで、エクストルーダーにロードするときのPalette3の「Load Printer」表示において、オーバーロードの量が0に近い値になります。これで不安材料が一つ減ります。AnkerMake側のロード量は55mmのままです。
ただしアクセサリーモードでは手動でロードしますので、LO値はPalette3での生成フィラメントの量には影響しなさそうです。55mmのままでも良かったかもしれません。
「くるくるするやつ」で本番プリント
過去記事で紹介したフィジェットリング(通称:くるくるするやつ)をプリントしてみました。 Transtion Lengthなどは以下の通りです。
- 白 → 黄:110mm
- 黄 → 白:300mm
- 印刷時間:3時間半程度
- 本体:19g パージタワー:26g

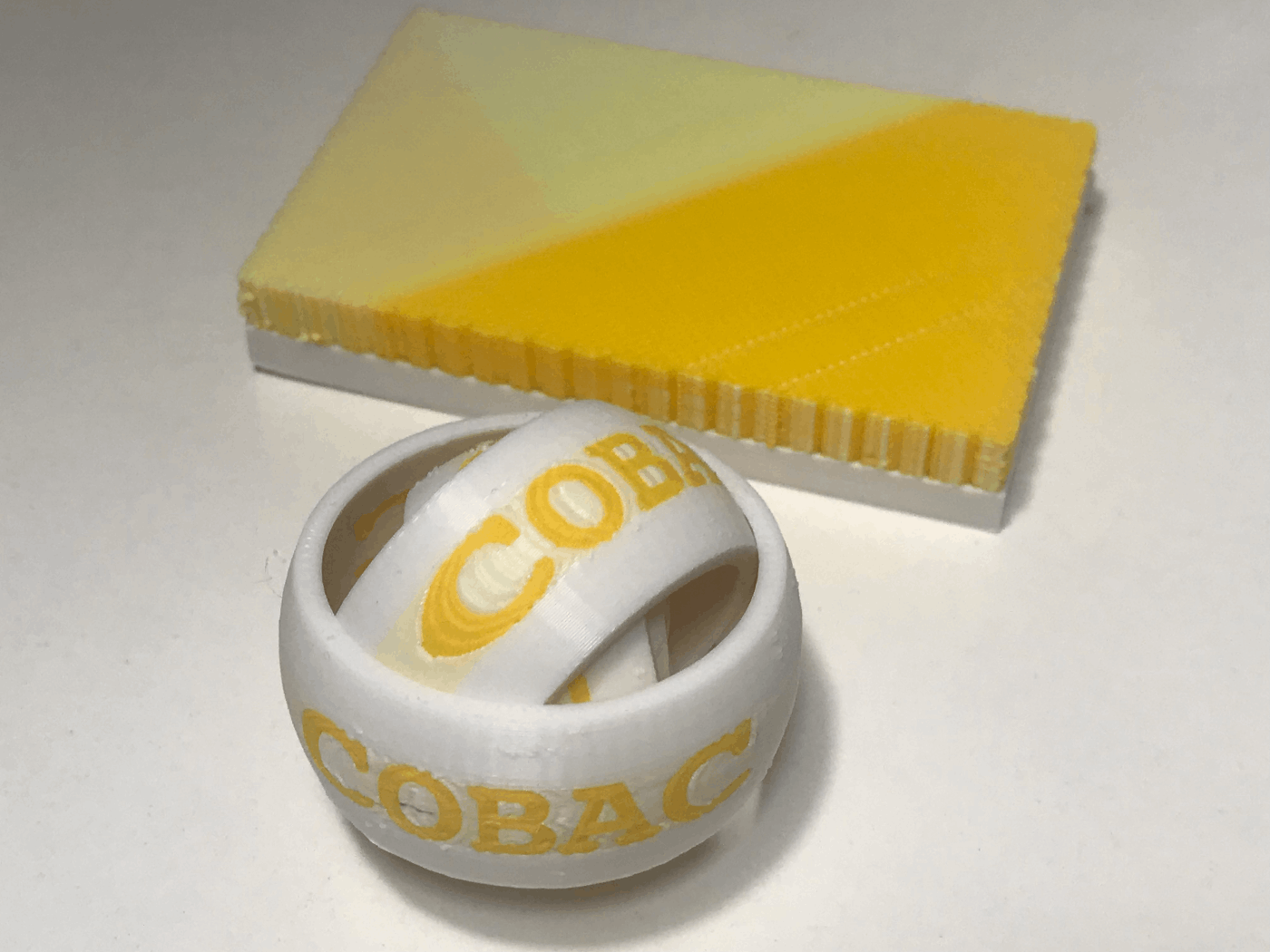
黄から白への遷移で30cmも無駄にしているにも関わらず、色移りが見られます。AnkerMake純正のノズルは内部の流れが良くないようです。通常のプリント時でも、ロード時にノズル内の前色を排出したつもりでも1層目に前色がにじむことが少なからずありました。kaikaノズルに交換したいですが、独自仕様のノズルらしく互換性がありません。残念ながらパージ量を増やすか、色移りの目立たない配色にするしかなさそうです。
5.まとめと感想
SnapmakerやAnkerMakeのようにUSBポート経由でPCなどがら制御できない機種でも、Palette3のアクセサリーモードで多色印刷が十分使えることがわかりました。そもそも初代Paletteはアクセサリーモードしか備えていなかったのですから、このモードに関しては十分な実績があるので、実用的なのは当然なのかもしれません。
Palette3は、Prusaシリーズととても相性の良いマシンだと思っていましたが、多くのプリンタで使える優れた多色印刷装置だと改めて思い直した次第です。
-
黒いリング状の部分を上から押せば、ガイドチューブを引き抜くことができる。さほど力は要さない。接続するときは、差し込むだけでOK。 ↩︎
-
Palette3から出力されたフィラメントがノズルの先端まで到達した時点を起点として、Palette3のフィードバック制御が始まる。ノズル先端に達するまでの移動分を制御対象から外すためにLO値として設定する。以上のように筆者は理解している。 ↩︎
-
AnkerMake StudioはオープンソースのPrusaSlicerをもとに作られているので、「PrusaSlicer独自」の方が正確かもしれない。 ↩︎
-
<TEMP>や<BED>は、CanvasのGコードでも使える内部変数。それぞれノズルとベッドの温度を示す。なお、Canvasでは「PrinterScript」と呼ばれるスクリプト言語を使えることになっているが、スライス時に原因不明のエラーになってしまった。AnkerMake Studioでは、最初のノズル温度は「フィラメント設定で指定した1層目の温度 - 30℃」のように演算結果を設定するようになっているが、これを表現できなかったので、「1層目の温度」のままとした。 ↩︎
-
一般のスライサと同様に、このStyle Profileは複数持つことができ名称も変更可能。速度や温度はスライス時にその都度変更できるが、用途に応じたStyle Profileを作成しておけば、これを選択するだけで好みの設定値にできる。 ↩︎
-
青のフィラメントの透明度が意外にも高めで、2層下の赤や黒が若干透けてしまっている。色が濁って見えるのはそのせいで、色移りの影響ではない(と思う)。 ↩︎
Discussion